K3000L搪玻璃反应罐焊接工艺卡
焊接工艺卡03-0Cr18Ni10Ti

≤18.1
焊后热处理
/
3
2
SMAW
Λ132
3.2
直、正
100-120
20-25
8-10
≤18.1
后热
/
鸨极直径(丽)
WCE-20Φ2.5
喷嘴直径(mm)
12-16
脉冲频率
/
脉宽比(%)
/
气体成分
Ar99.99%
气体流量L/min
正面
/
编制人
审核人
批准人
背面
/
H期
日期
日期
焊接接头工艺卡
接头简图:
层数
道数
焊接方法
填充材料
焊接电流
电弧电压(V)
焊接速度(cm∕min)
线能量(KJ∕cm)
施焊技术
GTAW+SMΛW
型号/牌号
直径(mm)
极性
电流(A)
预热温度(C)Βιβλιοθήκη /11GTAW
TGF-308L
2.5
直、正
90-110
10-15
6-9
≤18.1
道间温度(C)
/
2
1
SMAW
A132
3.2
直、正
100-120
焊接接头工艺卡
接头简图:
fi∩+S0
焊接工艺程序
焊接工艺卡编号
CTJY-03
1、环境要求
图号
≡
环境温度N(TC、湿度W90舟、风速:GTAW≤2m∕s,SMAW≤8m∕s
接头名称
对接接头
风速过大时应搭设防风棚,下雨环境时无防护措施不得施焊
接头编号
\
搪玻璃反应釜及其焊接工艺要点

搪玻璃反应釜及其焊接工艺要点搪玻璃反应釜是在化工生产中相当常见的一种设备,其特点是在普通的碳钢容器内壁喷涂硅酸盐粉末,而后经1000℃左右烧制,使其密着于钢制基体表面,烧结而成的硅酸盐层俗称搪瓷或搪玻璃。
因搪瓷与Q235钢板具有相近的热膨胀率,故在化工生产时能承受一定的热冲击。
众所周知,搪瓷具有较好的耐酸碱性,且较同规格纯不锈钢制品成本甚低,因而得到广泛使用。
搪玻璃反应釜待钢坯完工后,经600℃烧尽油污,再经磨光、喷砂工序清除氧化皮并增加表面积,尔后进行3-4次反复喷涂和烧制,完成后还需要作20000V高压电火花测试以检出针孔导电点,并经修补。
其间,多见烧成不够(俗称烧生)或焊缝内气体冲破搪瓷(俗称电焊泡)两大缺陷。
为了提高在搪瓷烧制过程中的成品率,我们在焊接时作了一些调整,简述如下:过去采用埋弧焊的内缝的焊缝余高可达2-3mm,这样,在磨光工序时会将砂轮表面形成弧槽,当加工下一工件时,会将焊缝两侧磨洼下去,再经喷粉、搪烧,积粉区因温度积累不够,而形成“烧生”。
客户将该产品投入使用后,在交变载荷作用下,积粉区表面搪瓷由于脆性极高,且缺乏钢板支持,最易碎裂,也就是俗语的“爆瓷”。
而未经烧成的“生粉”是没有任何防腐能力的,以致物料直接渗透过积粉区,腐蚀钢板基体,破坏容器。
(机理见图一)1、工件2、砂轮3、烧生积粉区4、搪瓷层A、磨光前B、磨光C、磨光后D、搪烧后图一为了解决这一问题,我们要求在需磨光的焊缝内侧进行打磨,焊接时,部份焊材金属填充入打磨后形成的三角区,使焊缝高度降低,但内侧焊道深,外侧焊道浅(见图二)。
这样,一方面,磨光时可以改善前面所说的积粉现象;另一方面,在搪烧时,内部富集后的气泡易于从外侧非搪瓷面逸出,减少“电焊泡”(见图三)图二图三。
焊接工艺卡(汽包

丹阳锅炉辅机厂有限公司焊接工艺卡产品名称汽包产品代号结点号零(部件)名称筒体对接零(部件)代号A(S)编号:焊接工艺评定报告编号:PQR-2.2-11、16焊工合格项目SMAW-Ⅱ-1G-12-F3J、SAW-1G(K)-07/09母材焊接顺序牌号规格1焊前清除坡口及其两侧20mm内的油污、铁锈和水分Q345R DN2000、δ182装配点焊:按图纸要求装配,用Φ3.2焊条在外侧坡口内点焊,焊点长约80mm,间距200~250mm,焊点厚度≥4mm。
在A1焊接材料纵缝的两端装配、点焊产品试板。
牌号规格烘干温度保温时间定额3焊接:先焊内侧,用Φ3.2焊条打底,然后用Φ4焊条J507Φ3.2350~400℃1~2h 焊第2层,再用SAW焊第3、4、5层。
层间彻底清渣。
并严格控制好层间温度(≤315℃)。
J507Φ4.0350~400℃1~2h 4用碳弧气刨清除外侧坡口内的点焊焊缝,并用砂轮机打磨见亮。
H10Mn2Φ4.0//5焊接外侧焊缝,用埋弧自动焊按下表规范进行焊接。
6清除焊渣、飞溅,自检合格后在焊缝和产品试板的规HJ4318 ~ 40目250℃2h定部位打上焊工钢印。
7外观检验:无裂纹、气孔、夹渣、咬边和弧坑。
8射线检测:20%射线检验,按JB/T4730.2-2005、AB-Ⅲ合格。
焊接工艺参数焊后热处理焊接方法焊接设备电流极性层次焊接电流(安培)电压(伏)焊速(毫米/分钟)钨极直径(毫米)喷嘴直径(毫米)氩气流量(升/分钟)SMAW ZX7-400反极性1120~14023~2580~120/// SMAW ZX7-400反极性2170~19024~2790~120/// SAW ZX7-1000M反极性3~550~60034~36500~550///HSAW ZX7-1000M反极性6~7580~62034~36500~550///预热温度SMAW≥10℃预热保持/层间温度≤315℃编制:蒋伟平2009 年12 月17 日审核:年月日共13 页第 2 页DF/E0601-09丹阳锅炉辅机厂有限公司焊接工艺卡产品名称汽包产品代号结点号零(部件)名称筒体与封头对接零(部件)代号B 编号:焊接工艺评定报告编号:PQR-2.2-11、16焊工合格项目SMAW-Ⅱ-1G-12-F3J、SAW-1G(K)-07/09母材焊接顺序牌号规格1焊前清除坡口及其两侧20mm内的油污、铁锈和水分Q345R DN2000、δ182装配点焊:按图纸要求装配,用Φ3.2焊条在外侧坡口内点焊,焊点长约80mm,间距200~250mm,焊点厚度≥4mm。
焊接工艺卡表格模板
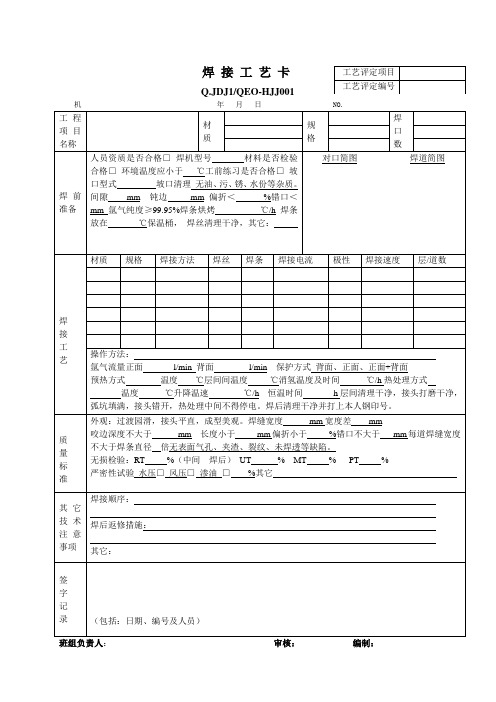
焊接工艺卡Q.JDJ1/QEO-HJJ001机年月日 NO.工程项目名称材质规格焊口数焊前准备人员资质是否合格□焊机型号材料是否检验合格□环境温度应小于℃工前练习是否合格□坡口型式坡口清理无油、污、锈、水份等杂质。
间隙mm 钝边mm 偏折<%错口<mm氩气纯度≥99.95%焊条烘烤℃/h 焊条放在℃保温桶,焊丝清理干净,其它:对口简图焊道简图焊接工艺材质规格焊接方法焊丝焊条焊接电流极性焊接速度层/道数操作方法:氩气流量正面l/min 背面l/min 保护方式背面、正面、正面+背面预热方式温度℃层间间温度℃消氢温度及时间℃/h热处理方式温度℃升降温速℃/h 恒温时间h层间清理干净,接头打磨干净,弧坑填满,接头错开,热处理中间不得停电。
焊后清理干净并打上本人钢印号。
质量标准外观:过渡园滑,接头平直,成型美观。
焊缝宽度mm宽度差mm咬边深度不大于mm 长度小于mm偏折小于%错口不大于mm每道焊缝宽度不大于焊条直径倍无表面气孔、夹渣、裂纹、未焊透等缺陷。
无损检验:RT %(中间焊后)UT % MT % PT %严密性试验水压□风压□渗油□%其它其它技术注意事项焊接顺序:焊后返修措施:其它:签字记录(包括:日期、编号及人员)工艺评定项目工艺评定编号焊接热处理操作记录Q.JDJ1/QEO-HJJ002工程名称日期天气环境温度部件名称焊接接头编号材质规格加热方法升降温速度(℃/h)恒温温度(℃)恒温时间(h)工艺卡号时间(h)温度(℃)时间(h)温度(℃)时间(h)温度(℃)要求:1 严格按作业指导书和工艺卡作业。
2 认真记录,填写整洁、完整,严禁乱划。
3 每半小时记录一次。
4 每半小时到热处理现场巡查一次。
交接班记录异常情况记录:负责人记录人开始时间结束时间焊接热处理工艺卡Q.JDJ1/QEO-HJJ003工程名称编号部件名称材质规格焊口数预热加热方法升温速度℃/小时预热温度打底:℃预热:℃层间温度℃测温方法加热措施保温措施后热加热温度℃恒温时间小时其它要求焊后热处理升温速度℃/小时降温速度℃/小时加热方法加热宽度mm 保温层宽度mm 恒温温度℃恒温时间小时热电偶型号数量工艺曲线图:注意事项:编制日期审批日期焊接热处理统计表Q.JDJ1/QEO-HJJ004工程名称部件名称序号焊接接头编号材质规格加热方法施工日期自动记录号备注说明:1 该表以部件,按热处理日期顺序进行统计;2 加热方法以代号表示:GR……工频感应加热DR……电加热ZR……中频感应加热HR……火焰加热;审核:统计:统计日期:年月日库房温度、湿度记录表Q.JDJ1/QEO-HJJ005年月 NO.日期时间气温天气库内温度库内湿度备注上午下午上午下午上午下午上午下午上午下午上午下午上午下午上午下午上午下午上午下午上午下午此表由库工填写;库内要求温度不低于5℃,湿度不高于60%;要有严格的防潮、防冻措施,焊条随拆随用;在温度、湿度超标时,及时采取措施,并记入备注;记录人:焊条烘焙记录Q.JDJ1/QEO-HJJ006年月 NO.日期牌号批号温度℃时间h 数量kg 记录人备注Q.JDJ1/QEO-HJJ007工程名称:编号:分项工程名称工程类别钢材牌号焊丝部件规格焊条焊工代号焊缝总数检查记录焊口编号范围接头清理焊缝成型表露缺陷缺陷处理情况焊工签字检查日期检查结论自检确认意见:班(组)长:年月日施工作业单位复查意见:二级质检员:年月日注:本表仅作为表面质量观感检查用,“接头已清理”和“焊缝成型”符合要求,以“√”表示:如有表露缺陷:应标注具体的焊口编号:缺陷及处理情况应据实填写。
焊接工艺流程卡

2) 在前后封头水平方向上各焊2根角钢,确定管箱支架水平高
CO2焊机、5米盒尺
管箱支架高度尺寸公差±2mm。
度及宽度,拉2根施工线,并按图纸以封头为基准划出各管箱
支架在罐体筒身上的纵向定位尺寸。
3) 将管箱支架与筒体点焊牢固。
CO2焊机、5米盒尺
焊缝高度2±0.5,不允许出现夹渣、焊瘤等缺陷。
注:仅油罐进行此项试验,水罐无此项过程。
无压力下降。
20B
渗漏检验
1、密封罐体下部的沉淀槽、进放油口等。
密逢试验大盖、盲盖
在所有对接焊缝处涂刷煤油,检测有无渗透。
2.补焊、整理焊缝
注:仅水罐进行此项试验,油罐无此项过程。
30
转序
交验、转序。
电流(A)
电压(V)
焊丝规格(mm)
标记
处数
更改文件号
签字(日期)
标记
处数
更改文件号
签字(日期)
编制(日期)
审核(日期)
批准(日期)
焊接工艺流程卡
产品名称
罐车
图 号
版本号
A
部件名称
安全框
工序名称
钣金制作
第10页
共12页
工步号
工序名称
工 序 内 容
使用设备及工装
质量要求及注意事项
10
安全框制作
1、 安全框封头制作:
a.将安全框封头用样板划画出弧线线后按线剪切。
CO2焊机、5米盒尺
1.弧度与罐体筒身相符
b.焊装溢流管:在安全框前封头外端处开孔、焊装溢流弯管。
2、安全框(侧)对接:在工作平台上将安全框按图纸尺寸对接。
2.直线度±2mm:长度L<5000mm
压力容器焊接工艺卡
焊接工艺课程设计任务书题目:ZY-1型反应釜的焊接工艺制定材料:16MnR焊接方法:CO2气体保护焊要求:1、看懂图纸2、根据相关标准画出焊缝布置图,并标注焊缝类别3、制定焊接工艺总则4、设计焊接工艺卡5、重要的焊缝制定相应的焊接工艺卡6、工艺卡中应标明焊接检验的方法及标准学生:班级:指导教师:16MnR的焊接性分析:16MnR的成分:热裂纹:16MnR是普通低合金钢,是锅炉压力容器专用钢,锅炉压力容器的常用材料。
它的强度较高、塑韧性零号。
常见交货状态为热轧或正火。
属低合金高强度钢,含Mn量较低。
16MNR作为压力容器用钢,S,P含量比16Mn要少一些。
含碳量比较低,且Mn/S 比较高,正常情况下不会出现热裂纹,但材质成分不合格或者因严重偏析使局部C、S含量偏高时,可能会出现热裂纹。
解决措施是:工艺上尽量减小熔合比,选择焊材是采用低碳焊丝H03MnTi和含Si02较低的焊剂(本次CO2保护焊不需要焊剂),以此降低焊缝中的含碳量,从而解决热裂纹的问题。
冷裂纹:钢种的淬硬倾向、含氢量和拘束应力是焊接时产生冷裂纹的三大主要因素。
下面也从这三方面分析16MnR的冷裂纹倾向。
1、淬硬倾向:16MnR的碳当量计算:CE=C+1/6Mn+1/15Cu+1/15Ni+1/5Cr+1/5Mo+1/5V=+1/6 +1/15 +1/5=+++=碳当量CE=<可以看出其基本么有淬硬倾向其含碳量低,在淬火时,如冷却速度不是太快,就会得到低碳马氏体组织,或者是铁素体珠光体组织,这些组织的硬度不高,故其淬硬倾向小,只有在冷却速度较快时,才会得到高碳马氏体组织,则有一定的淬硬倾向。
2、含氢量:焊缝中的氢主要来源于焊接材料中的水分、焊件坡口处的铁锈、油污,以及环境湿度等。
对16MnR来说,只要板厚不太大且冷却速度控制得当,由于焊接温度高,增强了氢的活动能力,大部分氢从焊缝中扩散逸出。
同时,当焊缝冷却时,其组织会由奥氏体向铁素体等转变,由于氢在奥氏体中的溶解度大大高于在铁素体中的溶解度,又会有部分氢逸出。
焊接工艺卡片
4、检查焊接设备、仪表能正常使用。
5.手工点固引熄弧板。
外观要求:
1、焊缝表面不得有裂痕、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
100%射线探伤,透照质量不低于AB级,标准,检查结果达到Ⅱ级合格。
零件名称
封头
焊缝号
A72
焊工合格项目
冷凝蒸发器
焊接层次
工艺参数
一
二
三
四
五
焊缝坡口及焊接层次示意
焊接方法
焊接设备
交流氩弧焊机
交流氩弧焊机
交流氩弧焊机
交流氩弧焊机
焊接电压〔V〕
20~25
20~25
22~28
22~28
焊接电流〔A〕
220~280
260~360
280~360
280~360
焊接速度〔m/m〕
电源及极性
填料牌号
5183
5183
5183
母材规格
δ=20+10
焊接工艺评定号
WPQ-058
产品试板要求
标记
处数
更改文件号
日期
编制
日期
审核
日期
批准
日期
河南开元空分
集团
焊接工艺卡片H〔06〕
产品代号
K27.000
产品名称
冷凝蒸发器
焊接层次
工艺参数
一
二
焊缝坡口及焊接层次示意
焊接方法
焊接设备
交流氩弧焊机
交流氩弧焊机
焊接电压〔V〕
20~25
20~25
焊接方法
焊接设备
储气罐焊接工艺卡附焊接工艺评定报告
储乞罐焊接工艺卡附焊接工艺评定报告爪力客器士产草佐制作参考演极2021/10/20超远公司春分目录压力容器(储罐)焊接接头编号一览表 (3)压力容器焊接材料汇总表 (4)压力容器(储罐)接头焊接工艺卡(S-1) (5)压力容器(储罐)接头焊接工艺卡(S-2) (6)压力容器(储罐)接头焊接工艺卡(S-5) (7)压力容器(储罐)接头焊接工艺卡(S-4) (8)压力容器(储罐)接头焊接工艺卡(S-3) (9)压力容器(储罐)接头焊接工艺卡(S-6) (10)压力容器(储罐)接头焊接工艺卡(S-7) (11)压力容器(储罐)接头焊接工艺卡(S-8) (12)压力容器(储罐)接头焊接工艺卡(S-9) (13)压力容器(储罐)接头焊接工艺卡(S-10) (14)压力容器(储罐)接头焊接工艺卡(S-11) (15)附焊接工艺评定报告 (16)表F. 1预焊接工艺规程(pWPS) (18)表F.2焊接工艺评定报告 (20)焊接工艺评定施焊记录 (23)焊接工艺评定焊缝外观检查记录 (24)ma倩微)联燃编导〜赫股工域相卜啕微邓-船幅C-魅辅域曾靴Hi例糊搬E能%如绘解OItifOf岸工撕帖魏馥林E2S-I1 HH1SMAI-II-6FG-10/45-F3JE1S-10 P0R18-01SilAf-IH(rl2-F3JSAHM7/08C1-C6 S-9 PQR18-01 S»IHFG-10/45-F3JD9-D14 S-8 期18-01 S.W-1I-6FG-10/45-F3J IIT-IOOI D7-D8 S-7 PQR18-01 S»IHFG-10/45-F3J MT-100S[)14)6 S-6 PQR18-01 SJIAFIHFG-10/M 『1峨自队B5 S-5 P0R18-01 Sm-lI-lG-12-F3J n A1S4 PQR1H1I>IHHR|RMOOS B3S-3 PQR1H1SWAHI-1G-12-F3JSAI-1G-07/08n止眼蛇B1-B2S-2 P0R18-01SB-IMG-12-F3JSAF1G-07/08ira AIA5,ST P0R18-01Sm-lI-lG-12-F3JSAF1GW08晅哪笈力卷器(窗I)接头脚按工名卡(S・5)用力卷器(率I)接头脚按工名卡6・7)am (/i)接头展按工名卡(s&即溶器(ttft)按划除工名卡(S3)五力^器(11«)拣期I的工名卡(S・10)五力^器(i*a)接失算的工?卡(s・ii)附墀接工艺评定报告焊接工艺评定报告评定编号:PQR18-01焊接方法:SMAW+SAW母材及规格:Q235B(12mm)编制: XXX审核: XXX批准: XXX江苏X义超远压力容器制造有限公司2018年3月1日目录表F.1预墀接工艺规程(pWPS )单位名称 江苏xx 超远压力容器制造有限公丁预焊接工艺规程编号pWPS-CY2018-03 日期2018. 02. 15焊接方法 SMAW+ SAW 机械化程度(手工J 、机动、自动J 半自动) 焊接接头:__________________________________________ 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 母材:类别号 FeT 组别号FeT-2与类别号 Fe-l ________ 组■别号FeT-2相焊或标准号 GB/T700-2006 材料代号 Q235B 与标准号 GB/T700-2006 材料代号 Q235B 相焊对接焊缝焊件母材厚度范围 _______________ 12. 0mm 〜24. 0mm _________________________________________ 角焊缝焊件母材厚度范围 _______________________ 丕眼 _______________________________________________ 管子直径、壁厚范围:对接焊健 直径不限,壁厚12~24.0nim 角焊健 ____________________ 丕眼 _____________ 其他 ___________________________________________ 无 ________________________________________________ 填充金属:焊材类别: 焊丝 焊条/焊材标准: NB/T47014. 2GB5117填充金属尺寸: ①4.0 ①3. 2焊材型号:/碱性焊材牌号(金属材料代号): H08MnA/焊剂 431J427填充金属类别:Fe _l _2/其他 ___________________________________________ / _________________________________________________对接焊缝焊件焊缝金属厚度范围: 12.0~24.0mm 角焊缝焊件焊缝金属厚度范围:不限耐蚀堆焊金属化学成分(%)C Si Mn P S Cr Ni Mo V Ti Nb// / // / /// / /其他:/注:对每一种母材与焊接材料的组合均需分别填表。
焊接工艺卡片
3.后热温度及保温时间200-250℃ 1-2h
4.消氢处理温度和保温时间200-250℃ 2-6h
5.热处理种类—
6.加热温度范围—
7.保温温度—
焊
接
参
数
1.焊接电流100-250A
2.焊接电压18-24V
3.焊接速度15-18cm/min
4.送丝速度430-480cm/min
尺
寸
焊
件
母
材
1.母材类别号、组别号及钢号
类别号—组别号—与类别号—组别号—
钢号0Cr18Ni9与钢号0Cr18Ni9相焊
2.焊件壁厚适用范围3-20mm
3.管件直径适用范围—
焊
接
材
料
1.钨极牌号及尺寸—
2.焊条牌号及尺寸—
3.喷嘴直径—
4.实心焊丝牌号及尺寸H0Cr20Ni10φ1.6
5.焊剂牌号—
尺
寸
焊
件
母
材
1.母材类别号、组别号及钢号
类别号—组别号—与类别号—组别号—
钢号Q345R与钢号Q345R相焊
2.焊件壁厚适用范围3-20mm
3.管件直径适用范围—
焊
接
材
料
1.钨极牌号及尺寸—
2.焊条牌号及尺寸—
3.喷嘴直径—
4.实心焊丝牌号及尺寸ER50-6φ1.5
5.焊剂牌号—
6.药芯焊丝牌号及尺寸—
焊接工艺卡
制造单位名称:沈阳理工大学
编号:01焊接工艺评定报告编号:01
接头名称:LNG储罐内筒体纵环焊缝接头编号:
接
头
坡
口
形
状
及
尺
(完整版)焊接车间工艺卡片
通用焊接工艺卡焊接工艺卡衣H —li焊接工艺卡02表H-05 NO焊接工艺卡编制:IJ焊接贾任工程师:2003 年 06 H 16技术要求及说明:1、 淸除坡口两侧内外表面20皿范幽的汕污、锈蚀、尘土.n 应磅出 金属光泽.2、 纵炸缝与息弧板相连一瑞3()〜5U mm 的内炸缝先用手工电弧烬炸 接.焊接工艺卡产晶名称储气罐 产品型号岑部件名称焊接丁艺扌旨亍me 外HP0I-01 炸接工艺评定编号 IIP0I 图 号母 材 Q235B 规 格4 mm 钢号类组别号 I 一 I 气 体 / |配比 / 流 最/ 苗根方式/ 接头编号对接接头 炸T •资格Mi-1 层次 炸接方法 胖接材料 电源及极性 电流(A) 电压(V)焊接速度(cni/min)线能彊 (J/cm)牌号1 SAW ER50-6 HJ43101.6直流反极〜28() 28 〜32 60 〜80 7200 2SAW〜32536 〜3"70 〜809620编制: IJ年 丿] 日 炸接责任H 程师:2003 年 06 }\ 16炸接泾次.顺序小意图:焊接层次(止/反):各一层 坡uffttit : 0° 饨边:板尽 问琼:0〜1技术要求及说明:K 淸除坡口两侧内外农面2Umm 范围的油污.锈蚀.尘土且应屈出 金属光泽.2、纵烬缝与息弧板相连一端30〜5() mm 的内炸缝先用手工电狐悍烬 接。
2003 年 06 丿 J 16 11焊接工艺卡产品名称储气罐 产品型号冬部件名称炸接匸艺抬9对缩号HRU-0I 炸接丁戈评定编号 IIMI1 图 号母 材 Q235B 规 格5 mm 钢号类组别弓 I 一 I 气 体/|配比 / 流就/淸根方式/ 接头編号 A 类焊接接头焊工资格Mt-1 层次 焊接方法 卅接材料 电源及极性 电流(A) 电压(V)焊接速度(cm/min) 线能帚 (J/cm)牌号 观俗 1 SAW ER50-6 HJ43101.6直流反极300〜320 28 〜32 60 〜80 7971 2SAW340〜36036〜3870 〜7510717表 H-05N0: 05焊接层次,顺序示意图:编制: 焊接层次(正/反):各层 坡口角必o a 饨5么板厚 何隙:0〜1悍接层次,顺序示意图:焊接工艺卡产品名称产品型号零部件名称炸接T.艺抬导书缩弓悍接.T•艺评定编号图号母材规格钢号类组别兮气体配比清根方式接头编弓焊工资格泾次辉樣方法焊接材料i|i fi ttt.H电流(A)电压(V)焊接遼度(cm/min)线能就(J/cm)牌号规格表H-05炸接泾次(iE/S):各•层坡口角度=0* 钝边’板尽何KG 0~1技术要求及说明:1、淸除坡口两侧内外农面2umm范围的油污.锈蚀.尘土且应屈出金属光泽.2、纵烬缝与息弧板相连一端3U〜50师的内烬缝先川手工电弧烬烬接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接工艺卡接头简图焊接工艺过程焊接工艺卡编号WPS-051、清理:对坡口及其周围进行清理干净油污、铁锈、水分等杂质。
2、装配定位焊:装配定位焊采用SMAW,焊条为E347-16,焊丝直径3.2mm。
接头型式对接3、焊接:焊接采用SMAW+MIG,焊接的过程中严格遵守焊接工艺卡中的焊接参数。
4、清渣并修磨焊缝,焊工进行自检后,打焊工钢印号。
接头编号A2、A4、B6、B85、检验员进行焊缝外观检验。
评定编号PQR-1/Ⅰ-F/B-01焊工持证项目焊接材料型号规格(mm)烘干温度(℃)保温时间(h)焊件材料及规格牌号1Cr18Ni9Ti与1Cr18Ni9Ti相焊备注E347-163.24.0250 1规格12 12H0Cr18Ni9Ti1.6焊接工艺参数层次焊接方法焊材规格(mm)电源极性焊接电流(A)焊接电压(V)焊接速度(mm/min)气体成分气体流量(L/min)其它1 SMAW E347-16 3.2 DC 80-110 25-28 120-160 /2 SMAW E347-16 3.2 DC 80-110 25-28 120-1603 MIG H0Cr18Ni9Ti1.6 DC 300-350 30-34 30-35 Ar+2%O2204 MIG H0Cr18Ni9Ti1.6 DC 300-350 34-40 30-35 Ar+2%O220焊接位置平施焊技术反面碳弧气刨清根,并打磨,然后焊接。
焊接参数见上表预热温度(℃)层间温度(℃)≦60℃后热/ 焊后热处理(℃×h)/检验要求□外观检查% □射线探伤% □超声波% □渗透探伤% □磁粉探伤%编制日期审核日期焊接工艺卡产品名称:K3000L搪玻璃反应罐产品图号:362-5-7G-21 接头简图焊接工艺过程焊接工艺卡编号WPS-051、清理:对坡口及其周围进行清理干净油污、铁锈、水分等杂质。
2、装配定位焊:装配定位焊采用SMAW,焊条为E347-16,焊丝直径3.2mm。
接头型式对接3、焊接:焊接采用SMAW+MIG,焊接的过程中严格遵守焊接工艺卡中的焊接参数。
4、清渣并修磨焊缝,焊工进行自检后,打焊工钢印号。
接头编号B1、B2、B3 、B7、B95、检验员进行焊缝外观检验。
评定编号PQR-1/Ⅰ-F/B-01焊工持证项目焊接材料型号规格(mm)烘干温度(℃)保温时间(h)焊件材料及规格牌号1Cr18Ni9Ti与1Cr18Ni9Ti相焊备注E347-163.24.0250 1规格18 18HO0Cr18Ni9Ti1.6焊接工艺参数层次焊接方法焊材规格(mm)电源极性焊接电流(A)焊接电压(V)焊接速度(mm/min)气体成分气体流量(L/min)其它1 SMAW E347-16 3.2 DC 80-110 25-28 120-160 /2 SMAW E347-16 3.2 DC 80-110 25-28 120-1603 SMAW E347-16 3.2 DC 80-110 25-28 120-1604 MIG H0Cr18Ni9Ti1.6 DC 300-350 34-40 30-35 Ar+2%O2205 MIG H0Cr18Ni9Ti1.6 DC 300-350 30-34 30-35 Ar+2%O220焊接位置平施焊技术反面碳弧气刨清根,并打磨,然后焊接。
焊接参数见上表预热温度(℃)层间温度(℃)≦60℃后热/ 焊后热处理(℃×h)/检验要求□外观检查% □射线探伤% □超声波% □渗透探伤% □磁粉探伤%编制日期审核日期焊接工艺卡产品名称:K3000L搪玻璃反应罐产品图号:362-5-7G-21 接头简图焊接工艺过程焊接工艺卡编号WPS-051、清理:对坡口及其周围进行清理干净油污、铁锈、水分等杂质。
2、装配定位焊:装配定位焊采用SMAW,焊条为E347-16,焊丝直径3.2mm。
接头型式角接3、焊接:焊接采用SMAW焊,焊接的过程中严格遵守焊接工艺卡中的焊接参数。
4、清渣并修磨焊缝,焊工进行自检后,打焊工钢印号。
接头编号C1--C55、检验员进行焊缝外观检验。
评定编号PQR-1/Ⅰ-F/B-01焊工持证项目焊接材料型号规格(mm)烘干温度(℃)保温时间(h) 焊件材料及规格牌号1Cr18Ni9Ti与1Cr18Ni9Ti相焊备注E347-16 3.2 250 1规格E347-16 4.0 250 1焊接工艺参数层次焊接方法焊材规格(mm)电源极性焊接电流(A)焊接电压(V)焊接速度(mm/min)气体成分气体流量(L/min)其它1 SMAW E347-16 3.2 DC 80-110 25-28 120-160 /2 SMAW E347-16 4.0 DC 80-110 25-28 120-1603 SMAW E347-16 4.0 DC 80-110 25-28 120-1604 SMAW E347-16 4.0 DC 80-110 25-28 120-160焊接位置平施焊技术反面碳弧气刨清根,并打磨,然后焊接。
焊接参数见上表预热温度(℃)层间温度(℃)≦60℃后热/ 焊后热处理(℃×h)/检验要求□外观检查% □射线探伤% □超声波% □渗透探伤% □磁粉探伤%编制日期审核日期焊接工艺卡接头简图焊接工艺过程焊接工艺卡编号WPS-051、清理:对坡口及其周围进行清理干净油污、铁锈、水分等杂质。
2、装配定位焊:装配定位焊采用SMAW,焊条为E347-16,焊丝直径3.2mm。
接头型式角接3、焊接:焊接采用SMAW焊,焊接的过程中严格遵守焊接工艺卡中的焊接参数。
4、清渣并修磨焊缝,焊工进行自检后,打焊工钢印号。
接头编号D1、D65、检验员进行焊缝外观检验。
评定编号PQR-1/Ⅰ-F/B-01焊工持证项目焊接材料型号规格(mm)烘干温度(℃)保温时间(h) 焊件材料及规格牌号1Cr18Ni9Ti与1Cr18Ni9Ti相焊备注E347-16 3.2 250 1规格E347-16 4.0 250 1焊接工艺参数层次焊接方法焊材规格(mm)电源极性焊接电流(A)焊接电压(V)焊接速度(mm/min)气体成分气体流量(L/min)其它1 SMAW E347-16 3.2 DC 80-110 25-28 120-160 /2 SMAW E347-16 3.2 DC 80-110 25-28 120-160焊接位置平施焊技术反面碳弧气刨清根,并打磨,然后焊接。
焊接参数见上表预热温度(℃)层间温度(℃)≦60°后热/ 焊后热处理(℃×h)/焊接工艺卡产品名称:K3000L搪玻璃反应罐产品图号:362-5-7G-21 接头简图焊接工艺过程焊接工艺卡编号WPS-051、清理:对坡口及其周围进行清理干净油污、铁锈、水分等杂质。
2、装配定位焊:装配定位焊采用SMAW,焊条为E347-16,焊丝直径3.2mm。
接头型式角接3、焊接:焊接采用SMAW+MIG,焊接的过程中严格遵守焊接工艺卡中的焊接参数。
4、清渣并修磨焊缝,焊工进行自检后,打焊工钢印号。
接头编号D5、D7、D85、检验员进行焊缝外观检验。
评定编号PQR-1/Ⅰ-F/B-01焊工持证项目焊接材料型号规格(mm)烘干温度(℃)保温时间(h)焊件材料及规格牌号1Cr18Ni9Ti与1Cr18Ni9Ti相焊备注E347-163.24.0250 1规格12 12H0Cr18Ni9Ti1.6焊接工艺参数层次焊接方法焊材规格(mm)电源极性焊接电流(A)焊接电压(V)焊接速度(mm/min)气体成分气体流量(L/min)其它1 SMAW E347-16 3.2 DC 80-110 25-28 120-160 /2 SMAW E347-16 3.2 DC 80-110 25-28 120-1603 MIG H0Cr18Ni9Ti1.6 DC 250-300 30-34 30-40 Ar+2%O2204 MIG H0Cr18Ni9Ti1.6 DC 250-300 34-40 30-40 Ar+2%O220焊接位置平施焊技术反面碳弧气刨清根,并打磨,然后焊接。
焊接参数见上表预热温度(℃)层间温度(℃)≦60℃后热/ 焊后热处理(℃×h)/焊接工艺卡产品名称:K3000L搪玻璃反应罐产品图号:362-5-7G-21 接头简图焊接工艺过程焊接工艺卡编号WPS-051、清理:对坡口及其周围进行清理干净油污、铁锈、水分等杂质。
2、装配定位焊:装配定位焊采用SMAW,焊条为E347-16,焊丝直径3.2mm。
接头型式角接3、焊接:焊接采用SMAW焊,焊接的过程中严格遵守焊接工艺卡中的焊接参数。
4、清渣并修磨焊缝,焊工进行自检后,打焊工钢印号。
接头编号E3、E45、检验员进行焊缝外观检验。
评定编号PQR-1/Ⅰ-F/B-01焊工持证项目焊接材料型号规格(mm)烘干温度(℃)保温时间(h) 焊件材料及规格牌号1Cr18Ni9Ti与1Cr18Ni9Ti相焊备注E347-16 3.2 250 1规格E347-16 4.0 250 1焊接工艺参数层次焊接方法焊材规格(mm)电源极性焊接电流(A)焊接电压(V)焊接速度(mm/min)气体成分气体流量(L/min)其它1 SMAW E347-16 3.2 DC 80-110 25-28 120-160 /2 SMAW E347-16 4.0 DC 80-110 25-28 120-1603 SMAW E347-16 4.0 DC 80-110 25-28 120-1604 SMAW E347-16 4.0 DC 80-110 25-28 120-160焊接位置平施焊技术反面碳弧气刨清根,并打磨,然后焊接。
焊接参数见上表预热温度(℃)层间温度(℃)≦60℃后热/ 焊后热处理(℃×h)/ 检验要求□外观检查% □射线探伤% □超声波% □渗透探伤% □磁粉探伤%编制日期审核日期焊接工艺卡接头简图焊接工艺过程焊接工艺卡编号WPS-051、清理:对坡口及其周围进行清理干净油污、铁锈、水分等杂质。
2、装配定位焊:装配定位焊采用SMAW,焊条为E347-16,焊丝直径3.2mm。
接头型式角接3、焊接:焊接采用SMAW+MIG,焊接的过程中严格遵守焊接工艺卡中的焊接参数。
4、清渣并修磨焊缝,焊工进行自检后,打焊工钢印号。
接头编号D2、D3、D45、检验员进行焊缝外观检验。
评定编号PQR-1/Ⅰ-F/B-01焊工持证项目焊接材料型号规格(mm)烘干温度(℃)保温时间(h)焊件材料及规格牌号1Cr18Ni9Ti与1Cr18Ni9Ti相焊备注E347-16 3.2 250 1规格H0Cr18Ni9Ti1.6焊接工艺参数层次焊接方法焊材规格(mm)电源极性焊接电流(A)焊接电压(V)焊接速度(mm/min)气体成分气体流量(L/min)其它1 SMAW E347-16 3.2 DC 80-110 25-28 120-160 /2 SMAW E347-16 4.0 DC 80-110 25-28 120-1603 MIG H0Cr18Ni9Ti1.6 DC 250-300 30-34 30-40 Ar+2%O220焊接位置平施焊技术反面碳弧气刨清根,并打磨,然后焊接。