半自动锡膏印刷机操作、维护保养作业指导书
半自动丝印机操作规程
二.适用范围
本公司半自动印刷机。
4.3
刮刀角度调整
三.半自动印刷机的参数设定及调整
3.1 半自动印刷机运行条件:电源为AC220V 3.2 定位调整 3.2.1 印刷间距调整
50HZ/60HZ;气压为0.5-0.55Mpa
刮刀角度一般保持在45度至60度为宜,在刮刀架上,刮刀内处侧采用单一 螺丝来控制,同时调整螺钉来确定刮刀角度,一般不需经常调整。
电子半自动丝印机作业指导书
拟制 签名 日期
4.2 刮刀高低压力调整
Байду номын сангаас
确认
审核
版本
一.目的
0.2
页次
1
熟悉并掌握锡膏半自动印刷机的调整及正确使用方法。
调刮刀架高低调整螺钉,及刮刀压力,调整螺钉,使刀刃成水平状态 且印刷压力为2kg/c㎡印刷压力,一般要求在印刷时模板开口区域无残留 锡膏为度,印刷压力过大,易造成网板挠曲产生不良及降低网板寿命。
3.3
印刷行程设定
5.3
在完成上述调整后,依据钢网模板大小,分别调整印刷上左右极限--近接开关与右 极限--近接开关位置,确定印刷行程。
一切正常后开始印刷,每印刷5PCS后用无尘纸擦拭钢网反面, 以避免焊膏溢出,或堵塞造成不良品产生。
四.刮刀安转
4.1 刮刀安转
取下刮刀架上,紧固刮刀的螺钉,将不锈钢刀片中心孔与刀架中心孔对准锁紧螺钉即可。
4.4
刮刀速度调整
刮刀速度一般设定为25-150mm/Sec其速度调整见半自动印刷机操作 说明中“八、触摸屏操作说明”。
将PCB钢网模板置于印刷机钢网架的左右臂中间,并锁紧模板,选择钢网上升 下降键,将钢网下降至下始点,同时松开钢网架紧固手柄,调整印刷机顶部“印刷 间距设定手轮”依据PCB板厚度调整间距为0-0.2mm。然后锁紧钢网架的紧固手柄。
锡膏印刷机保养手册
SJ印刷机保养手册一维护与维修二日维修检测三周维修检测四月维修检测五各个系统的管理重点一维护与维修1. 开始设备的维护,维修工作前关闭设备电源.维护与维修需由接有关设备教育或指导来人负责此项工作.1) 清扫- 保持设备清洁2) Grease润滑- UNITE BEARING是不需要再用润滑剂进行润滑的。
一般情况下,原有的润滑油已可以满足其正常寿命。
必要时可通过HOUSING中设备的NIPPLE来进行GREASE润滑。
BEARING的WHEEL只3) OIL润滑- 在本设备使用的气缸为防止排气进事业来的油气污染,使用了无油型号.4) TM SCREW BALL SCREW 保持保修- 使用的各种SCREW需要保持良好的润滑。
如果润滑不良会因增加磨损而缩短寿命。
而且金属表面的油膜可以有效的防止上锈。
例如BALL SCREW如果润滑油过少会导致润滑不通畅,过多则会引起发热及增加抵抗。
使用润滑油种类以GREAE及Slideway Oil为主.二,一日勘定保养三周维修检测四月维修检测五 各个系统的管理重点1 CLAMP 边(EDGE), GUIDE 的管理与交换① CLAMP 边的破损及弯曲过多的情况会导致印刷不良。
印刷前需要检查。
损坏时更换. CLAMP GUIDE 长期使用会有损坏需要更换。
[图 9-1] CLAMP 边及GUIDE② 确保CLAMP 边的间隔对PCB Clamping 时没有障碍时,可根据PCB 的长度来设定位置。
CLAMP 边CLAMP GUIDE③工作台的CLAMP边及GUAIDE上需保持清洁,不要有Solder及其它异物。
因异物会直接接触到钢板会导致不良。
2.更换擦拭纸用完擦试纸时参考[图9-2]箭头的方向取下Paper Shaft即可.[图9-2] 更换擦拭纸右侧擦拭纸擦钢板时,为防止擦拭纸脱落用气缸固定。
3 补充清洗剂(钢板清洗液)①补充清洗剂时只要将设备前面下部的TANK的盖子打开注入即可。
锡膏印刷作业指导书
4. Support Pin Ver:1.0 2、 Program Name: abbcccde(abb-model, ccc-model version ;d-T(TOP), B(BOT);e=Program Version)
2.1 abbcccde : a-A(61xx),B(63xx),C(65xx),D(69xx),E(88xx),F(22xx),G(81xx),H(82xx),I(63xxA),J(63xxB),K(63xxC),L(63xxD),M(63xxE),N(65xxA),
030
100
P12-8981100
锡膏印刷(SOLDER PRINT)
线 别 : LINE
U
机 型 : HELLER 1800EXL
程序名称 (Program Name)
钢板名称
钢板版本 钢板厚度
(Stencil Name) (Stencil (Stencil
Revision) Thickness)
the smt solder paste thickness spec. If the result is within the control limit , then inform the line to continue printing. 5.8 After production , please take off the squeegee and clean it . Then please turn back the squeegee to stencil warehouse. 5.9 Before open and use the solder paste , have to mix the solder paste by mixing machine , and the time setup is 18sec( 0.3 min). 5.10 When adding solder paste , please add half of the stirring knife solder paste in stencil every time.Before printing, please add solder paste seven times;
印刷机操作、维护保养作业指导书

1.目的确保设备的正确使用,高效、安全地运行,使设备保持正常良好状态,满足生产需要。
2.范围印刷机操作、维护、保养。
3.引用文件设备管理程序4.职责印刷机操作人员必须严格按照其作业指导书对印刷机进行使用、维护、保养,并做好相应的记录,确保印刷机状态稳定,满足生产要求。
5.内容5.1. 开机前的准备工作开机前首先应检查一下机器,尤其是在操作长时间未开的机器或接开别人的机器时,更应注意这一点。
主要检查的地方是滚筒与滚筒中间的接合处、滚筒的缺口部位等,如果有杂物应及时清除。
墨斗与墨斗辊也是检查的一个重点,更换油墨时需用洗车水清洗墨槽及所有墨棍。
一是检查中间是否有杂物,二是检查墨斗辊和墨斗刀之间是否过紧,空转机器时需把墨斗打开。
此外再检查一下一些重要部件(如递纸牙,收纸链条等)是否有松动现象。
另外也不能忘记看油标,尤其是那些不带油压检测的设备,更应把住这一关。
输纸板上、墨路两边的墙板上、收纸部位的盖板上、脚踏板上如有不安全的物品应及时清除。
开机之前应首先按铃,以便机器周围的人提前做好准备。
如果人员比较多,铃声时间应长一些,为了确保安全,还应周围观察一下。
按运转开关之前,另一只手应放在紧急停锁开关上,如有异常、则应紧急停车(此判断通常是以机器的声音为依据)。
通常上版、上橡皮布或清洗滚筒表面时都应先空转机器,其目的是使轴承、齿轮、凸轮、链轮等表面有足够的润滑油存在。
5.2. 纸路操作5.2.1.给纸台操作通过调节给纸台板使其处于水平(通过台板下面的螺丝或链节的移动来调节)。
5.2.2.飞达操作(1)飞达的对称原则是保证飞达正常工作的前提条件。
其上面的对称部件主要包括递纸。
吸嘴、分纸吸嘴、压刷、压片和吹嘴等。
首先要检查它们的位置对称状况(上下、前后、左右),如不对称可松开其上面的紧固螺钉进行调整。
然后再检查它们的吸气量,如吸气量不一致,可通过更换橡皮垫来调整。
如果飞达整体左右不对称,可松开支承轴上面的紧固螺丝进行调整。
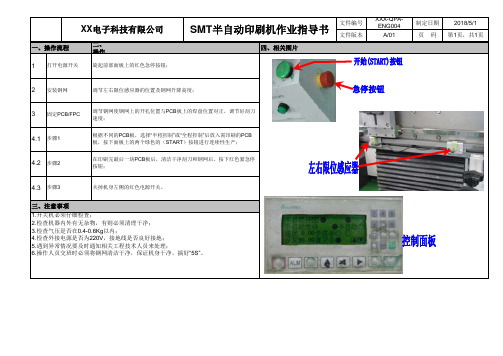
SMT半自动印刷机作业指导书
二、
操作
1234.14.24.3步骤3
关掉机身左侧的红色电源开关。
三、注意事项SMT 半自动印刷机作业指导书1.开关机必须仔细检查;
2.检查机器内外有无杂物,有则必须清理干净;
3.检查气压是否在0.4-0.6Kg 以内;
4.检查外接电源是否为220V ,接地线是否良好接地;
5.遇到异常情况要及时通知相关工程技术人员来处理;
6.操作人员交班时必须将钢网清洁干净,保证机身干净,搞好“5S”。
XX 电子科技有限公司
固定PCB/FPC 调节钢网使钢网上的开孔位置与PCB 板上的焊盘位置对正,调节好刮刀
速度;
步骤1根据不同的PCB 板,选择“半程控制”或“全程控制”后放入需印刷的PCB 板,按下面板上的两个绿色的(START )按钮进行连续性生产;步骤2
在印刷完最后一块PCB 板后,清洁干净刮刀和钢网后,按下红色紧急停按钮;一、操作流程四、相关图片打开电源开关
旋起前部面板上的红色急停按钮;安装钢网调节左右限位感应器的位置及钢网升降高度;文件编号XXX-QPA-ENG004制定日期2018/5/1文件版本A/01页 码第1页,共1页。
企业 SMT半自动锡膏印刷机操作规范范本 精品

4.3设定工作画面:在开始画面按下设定显示下面:
版本 A-01 页次 4/6
4.3.1在开始菜单按设定则出现设定画面(一):
画面一
4.3.1.1左右上停的时间. 4.3.1.2左右下停的时间. 4.3.1.3全动停的时间.
4.3.2按下箭头进入设定画面(二)将出现:
畫面二
4.3.2.1计划生产,设定工单数量.
4.4.9如以上各步到位后,将PCB和钢板一致放在TABLE平台上的四定有片上,同时按下START 键
即可印刷
4.5关机步骤
等印刷完毕后将总电源“POWER”按下关闭
4.6注意事项
4.6.1该印刷机换线时或每天每两小时,操作员应取样1PCS,进行锡膏厚度测量,并将测量结果记
录于《锡膏厚度检测记录表》中
张力测试记录表》中
4.6.13取用已回温4小时之锡膏取用锡膏照锡膏编号从01开始取用,以《先进先出》原则以此类
推,并填写《锡膏使用记录表》
4.7.1日保养
4.7.1.1清洁机台表面及工作台面 4.7.1.2清洁TABLE表面残留
文件 名称
半自动锡膏印刷机操作规范
文件编号
SD-GC-001
版本 A-01 页次 6/6
4.2.1按下电源控制开关,按通电源显示屏显亮5秒钟后显示下屏面:
4.2.1.1按下全自动进入全自动工作屏 4.2.1.2按下半自动进入半自动工作屏 4.2.1.3按下点动进入点动工作屏 4.2.1.4按下设定进入数据设定工作屏
文件 名称
半自动锡膏印刷机操作规范
文件编号
SD-GC-001
4.2.2全自动工作画面:在开始画面按下全自动显示下面:
S1
S3
S4
半自动印刷机操作与保养作业指导书
编写/日期
审核/日期
核准Байду номын сангаас日期
一.目的: 一.目的: 规范机台操作,促进安全生产,提高生产效率. 二.适用范围: 二.适用范围: 适用于本公司SMT部 三.相关权责部门: 三.相关权责部门: SMT生产部\工程部 四.术语与定义: 四.术语与定义: 无 五.操作說明: 五.操作說明: 5.1 开机前检查气压是否5KGF/CM2,印刷平台上是否有其它物品 5.2 打开机器电源,安装钢网与刮刀,将PCB定位在印刷平台上,将孔位对准 5.3 加入锡膏,调节刮刀压力与印刷速度,试刮OK后,导入生产 六.保养说明: 六.保养说明: 6.1 日保养 1.检查各部SENSOR工作是否正常. 2.检查刮刀的安装及水平是否正确. 3.检查气压压力值达到5KG/CM2 4.检查各操作按键是否正常. 6.2 周保养 1.排去供气过滤器之积水. 2.给各部门分轴承,丝杆进行清洁并添加润滑油. 3.检查各运输马达,气缸工作是否正常. 6.3 月保养 1.对驱动箱进行清洁保养. 2.检查各部位螺丝的松紧情况. 3.检查各电气部分是否有漏气,漏电现象. 七. 七.注意事项 7.1 严禁两人同时操作机器。 7.2 非技术人员禁止进入程式画面。 7.3 机器异常请及时知会工程人员。 7.4 紧急情况请按“EMER STOP”。
设备保养作业指导书作业指导书作业指导书模板作业指导书标准格式检验作业指导书焊接作业指导书装配作业指导书过程审核作业指导书dfmea作业指导书路基施工作业指导书
文件编号
NSK
NSK 工程部 2010-10-11 A0 1/1
安思科安防科技有限公司
半自动印刷机操作与保养作业指导书
制订单位 制订日期 版本 页次
SMT印刷机使用与维护保养规程
SMT印刷机使用与维护保养规程(ISO9001-2015)1.0目的为使操作员熟练操作,了解印刷机的安全防护,避免不良操作发生时对机器的损坏、人员的伤害和对环境的污染及异常发生时因处理不当导致对产品的损坏,特制定此作业指导书。
2.0适用范围此作业指导书适用于SMT所有的锡膏印刷机。
3.0定义确保运作中之设备正常和人身安全及环境防护。
4.0职责4.1制造部4.1.1按此文件作业。
4.1.2操作员按此文件进行日常点检和确认,设备内外部及周边5S的整理整顿。
4.2工程技术部4.2.1负责制订设备维护保养方法之文件。
4.2.2负责按文件要求对生产设备的进行日常点检、定期维护、保养、鉴定及内部修理;不能维修时由本部向采购课提出外部维修的申请。
5.0程序5.1设备操作参照各设备操作指导书:《ICON-i8印刷机操作指导书》。
《半自动印刷机操作指导书》。
《DEK印刷机操作指导书》。
5.2 SMT PIN图的制作和使用参照:《SMT所有PIN针定位套板制作/使用指导书》。
5.3印刷机参数设定及印数效果确认:5.3.1设定印刷速度(范围控制在±10mm/S):组件引脚间距为0.5mm以下时,速度设定在20-40mm/S。
组件引脚间距为0.5mm以上是,速度设定在40-70mm/S。
5.3.2设定印刷压力(范围控制在±1Kg或±10N):在印刷速度固定的情况下,钢网开孔部分无残留锡膏、钢网孔以外的部分残留有锡膏时的印刷压力标准设定压力。
5.3.3锡膏/红胶初期供给量为:500g±5g;锡膏/红胶供给量:根据单面板的供给量设定50g±5g,或100g±5g(采取少量多次的方式添加锡膏)。
5.3.4单面板的供给量和锡膏/红胶供给周期:根据实际称重和计算设定。
5.3.5其它参数视实际印刷效果而定。
5.3.6填写《印刷条件表》进行设定QP630-1R11T02。
5.3.7转线后印刷第一片和第二片基板需要在基板表面粘贴一层胶膜确认前后刮刀的印刷效果,OK后将胶膜撕掉正常投入生产,否则需要对印刷机进行调整和清洗钢网直至印刷效果OK。
半自动印刷机操作指导
通过控制面板上的速度调节开关调至4-6刻度之间
7.刮刀片使用寿命判定标准如下:
序号
现象
判定
1
刮刀左右两边刮不干净,但PCB范围内刮得干净
可以使用
2
刮刀两边刮干净,但中间存在线条一样的锡膏未刮干净
报废处理
3
每个月对所有刮刀进行检查一次,只要是有缺口和变形
报废处理
注意事项
1.正常操作中出一异常时立即按下紧急开关
深圳市沃安电子有限公司操作指导书
型号/名称
通用
工序号
1
工序名称
半自动印刷机
REV
0.1
生效日期
2016.04.19
作业内容:
1.通电前检查气源总气压在5-7Kg/cm2
2.检查定位台上有无与工作无关的杂物
3.机台原点确认:当使用半自动或全自动时确定左边感应器和气缸上端的感应器或右端感应器和气缸上端的感应器同时亮。此项确认为半自动和全自动运行的首要条件。
5.刮刀的调整
a.刮刀压力控制在0.4~0.6MPa
b.刮刀高度调节:先将两边的刮刀上方的大螺母扭到最低,然后采用点动方式让刮刀的气缸下降,扭刮刀上方的大螺丝到轻压网板并刚好将网板上面的锡膏刮干净为合适位置。
c.刮刀水平度调节:通过调节刮刀两边的螺丝至刮刀两边与网板的结合刀几乎相等
d.刮刀角度控制在45-60度
4.印刷网板与PCB的调整
a.根据网板和PCB的大小及位置在台板上先初步定好定位针和顶针
b.将PCB放置一块在定位针上面,将网板根据PCB的位置及形状初步装在网板安装臂上面
c.网板与PCB距离的调整:用点动方式将气缸下降,再通过调节机顶部的手轮调整到最佳位置
半自动操作作业指导书
1. 目的为了提供一个正确使用昂科半自动印刷机的操作方法,长期有效地保持机器性能。
2. 范围本作业规范适用于自动印刷机的操作。
3. 内容3.1开机检查供电电源插头是否插好,确认气压在 0.5 ±0.05mpa 范围内。
检查机器平台是否干净,有无异物影响设备正常工作,如有需清洁。
3.2程序编辑 3.2.1辅料的准备3.2.1.1将需要生产的PCB 以及PCB 对应的钢网领出,具体操作请参照相关作业指导书。
3.2.2 PCB 的固定3.2.2.1将PCB 固定于平台居中位置,使其能于钢网开孔位置对应。
PCB 定位需用定位针,在PCB±找通孔来进行定位,定位针不能调得太高以免顶坏钢网。
文件类别三阶文件昂科半自动操作作业指导书文件编号: 版本:A 修正次数:0 页次:2/5 生效日期:3.1.13.1.2 检查刮刀是否干净安装固定好,有无损坏。
3.1.33.1.4 键,灯亮表示启动,启动完后进入机器操作界面。
3.1.5 开机完成。
按下机器“ POWE ”文件类别文件编号: 版本:A三阶文件昂科半自动操作作业指导书修正次数:0 页次:3/5 生效日期:322.2摆放顶针顶条时需注意PCB 背面元件322.3将PCB 放至平台上,检查其固定是否良好,有无晃动,是否平整。
如NG 需要将其调整0K 以免影响印刷质量。
3.2.3钢网的固定3.2.3.1将钢网定位框放下,松开钢网框定位螺丝以及钢网定位螺丝(如图 2)3.2.3.2将钢网开孔与PCB 焊盘匹配。
3.2.3.3将钢网固定在钢网框内,拧紧各部位定位螺丝。
3.2.3.3钢网下降的距离应调整到刚刚接触到 PCB 为最佳(如图3)。
3.2.4刮刀的调节刮刀高度的调节,刮刀下降太多会损坏钢网以及刮刀,下降太低会造成锡厚之类不 良(如图4)。
3.2.4.2刮刀行程的调节,刮刀行程太短会造成漏刷等之类不良(如图 5)。
3.2.4.3刮刀角度的调节,刮刀的角度于钢网之间的角度为35-60度为佳(如图4)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
鸿图伟业科技(深圳)有限公司
1.目的
为使锡膏印刷员能够熟练掌握半自动锡膏印刷机的操作性能,正确维护保养使机器保持稳定的状态以延长使用期限。
2.适用范围
半自动锡膏印刷机(型号:KWA1016/KFA1068)的操作和维护保养
3.参考文件
无
4.定义
无
5.职责
6.程序
6.1操作功能键说明
6.1.1RESET:急停/复位按扭,设备运行过程中遇紧急情况可按此按扭,按下
此按扭,设备将停止运作。
按下此按扭也可使设备返回初始状态,为下
一个工作流程做好准备。
6.1.2 START1和START2:启动功能键,两者同时按下才能完成一个工作流程
的启动作用。
6.1.3 L-R和R-L调节刮刀从左到右和从右到左的印刷速度。
6.1.4 POWER:电源控制开关,按下此按扭,关闭机器电源,旋起此按扭开启
机器电源。
6.2操作程序
6.2.1在机台左下角接通气源和右下角接通电源,旋起POWER按扭开启机器电源
此时设备处于主菜单画面。
6.2.2将丝网放置于丝网调节臂上通过调节扭距夹紧固定好。
6.2.3将PCB板放置于丝印台的定位拄上固定好,并调节各支撑拄位置。
6.2.4选择工作方式为点动,通过手轮调节印刷间距设定手轮来调节丝印高度,
通过调节左右限位光电开光来调节刮刀移动范围。
6.2.5通过调节手柄调节X,Y方向,使丝网孔与丝印PCB板位置对正。
6.2.6通过各个手动按钮进行初次试印,丝网下降→左(右)刮刀下降→刮刀右
(左)移→左(右)刮刀上升→丝网上升,调节调速器将刮刀马达速度调
至最佳,调节减压阀将刮刀调至最佳,并进一步调节丝网与丝印PCB板位
置。
6.2.7调节、试印如无问题,则选择工作方式为半自动。
6.2.8先按RESET键,然后同时触发START键,丝网自动下降,刮刀下降,丝
印PCB板,刮刀上升,丝网上升,此时一个工作循环完成,小心取下印
刷好的PCB,检查印刷情况。
重复操作,进入正常印刷状态。
6.2.9每印刷2~3PCS用无尘纸或碎布条擦拭钢网一次。
每连续印刷30分钟后将
锡膏回收,用洒精、无尘纸或布条、牙刷清洗一次钢网,再将回收锡膏加
上开始印刷,这样来确保印刷质量。
并记录于《SMT钢网清洗记录表》。
6.2.10 锡膏印刷刮刀速度根据不同的机种选择在30~70MM/S之间。
6.2.11锡膏印刷员针对印刷出来的PCB进行全检,观察是否有少锡、漏印、多
锡、印刷锡短路等不良现象,如有印刷不良的PCB板要清洗干净并过一
次回流焊后方可重新上线。
6.3操作注意事项
6.3.1设备应保持平稳,不得有倾斜或不稳定的现象,严禁剧烈震动。
6.3.2保持设备在洁净的环境中工作,避免因灰尘等影响印刷质量。
6.3.3左右限位的光电开关应避免被异物所阻挡,及时清除干净。
6.3.4在机器运行时,不要将手、头伸入机内。
6.3.5调节气缸行程位置时必须注意行程高度。
6.3.6丝印工作完成后,及时清理丝网和台面上的残留锡膏,保持各处清洁。
6.4维护保养
6.4.1根据《半自动锡膏印刷机维护保养点检表》规定的相关项目进行维护、保
养。
6.5维护保养注意事项
6.5.1检修维护保养时要关掉电源和气源,防止误操作危及人身安全。
7.应用表格
《SMT钢网清洗记录表》
《半自动锡膏印刷机维护保养点检表》。