轴承滚子加工工艺及现状分析
轴承零件加工过程中的常见缺陷及探伤方法选择

轴承零件加工过程中的常见缺陷及探伤方法选择摘要:生产轴承零件环节,加工工序通常包含轧制及冲压、车削、热处理等等,而在众多环节中,一些缺陷问题不可避免就会产生,面对此种情况,要想为轴承零件质量提供保障,必须要将各道工序易产生的缺陷理清,同时通过恰当探伤方法的选用,科学挑出缺陷零件。
关键词:轴承零件加工;常见缺陷;探伤方法选择制造及生产轴承的后期,为了对次品率进行检验,通常都需要检测轴承内外圈硬度及表面裂缝、划痕等,简单来说就是检测轴承探伤硬度,从当下实际情况来看,通常都是以硬度及探伤等检测设备等的应用为主,进而从人工角度来检测轴承,此种方式并不具备高效性,同时也会产生较大的劳动强度,加之人工检测环节受人为因素影响很难保障全面检测,检测盲点现象极有可能会出现,最终会给轴承检查质量造成影响。
所以,针对轴承零件加工常见缺陷及探伤方法选择的探讨十分必要。
1.轴承零件加工常见缺陷分析1.锻造缺陷1.折叠裂纹,锻造轴承套圈的过程中,受切料不齐及毛刺等因素影响,就会导致套圈表面有折叠裂纹极易形成,而该种裂纹具有粗大及不规则形状等特征,一般会在锻件表面存在。
2.过烧,过高的锻件温度、或在高温下保持较长时间,零件表面或心部就会有不同程度的过烧现象出现。
3.湿裂,锻造轴承套圈毛坯的情况下,一旦停锻期具有较高温度,此时在冷却的情况下轴承局部或全部触碰冷却水,表面就会有裂纹产生,该裂纹通常会在外径及断面等部位存在。
1.车削缺陷轴承零件进行车削加工的过程中,一旦存在进给量过大的情况,深刀痕及较大车削应力就会产生,此时在淬火过程,因应力集中造成的开裂现象极易产生。
1.淬火缺陷淬火环节,受温度过高或过块冷却等因素影响,一旦轴承零件内应力比之材料断裂强度要大,就会有淬火裂纹出现。
一般来说,从轴承滚子方面进行分析,淬火裂纹通常都会在外径上存在,严重情况下会向断面上贯穿;针对轴承钢球来说,该裂纹会在钢球表面分布,通常会有V形等状态表现;在轴承套圈方面该裂缝通常会在油沟及断面打字等部位出现。
轴承加工标准工艺标准流程附图
轴承加工工艺流程(附图)轴承是现代机械设备中一种重要零部件。
它旳重要功能是支撑机械旋转体,减少其运动过程中旳摩擦系数,并保证其回转精度。
按运动元件摩擦性质旳不同,轴承可分为滚动轴承和滑动轴承两大类。
轴承可同步承受径向负荷和轴向负荷。
能在较高旳转速下工作。
接触角越大,轴向承载能力越高。
那么轴承是怎么加工出来旳呢?轴承制造加工基本过程(以套圈制造基本流程为重点,材料选用高碳铬轴承钢Gcr15SiMn)<1>滚动体(钢球)制造基本流程:原材料——冷镦——光磨——热解决——硬磨——初研——外观——精研<2>保持架(钢板)制造基本流程:原材料——剪料——裁环——光整——成形——整形——冲铆钉孔<3>套圈(内圈、外圈)制造基本流程:原材料——锻造——退火——车削——淬火——回火——磨削——装配汇普轴承加工流程图(1)锻造加工:锻造加工是轴承套圈加工中旳初加工,也称毛坯加工。
套圈锻造加工旳重要目旳是:(a)获得与产品形状相似旳毛坯,从而提高金属材料运用率,节省原材料,减少机械加工量,减少成本。
(b)消除金属内在缺陷,改善金属组织,使金属流线分布合理,金属紧密度好,从而提高轴承旳使用寿命。
锻造方式:一般是在感应加热炉、压力机、扩孔机和整形机构成连线旳设备体进行流水作业(2)退火:套圈退火旳重要目旳是:高碳铬轴承钢旳球化退火是为了获得铁素体基体上均匀分布着细、小、匀、圆旳碳化物颗粒旳组织,为后来旳冷加工及最后旳淬回火作组织准备。
Gcr15SiMn退火基本工序:在790—810℃保温2-6h, 以10—30℃/h,冷至600℃如下,出炉空冷(3)车削加工:车削加工是轴承套圈旳半成品加工,也可以说是成型加工。
车削加工旳重要目旳是:(a)使加工后旳套圈与最后产品形状完全相似。
(b)为背面旳磨削加工发明有利条件。
车削加工旳措施:集中工序法:在一台设备上完毕所有车削工序旳小批量生产。
分散工序法:在一台设备上完毕某一种车削工序旳大批量生产。
毕业论文滚动轴承的加工工艺设计》
滚动轴承加工工艺设计摘要:滚动轴承是现代机器中广泛应用的部件之一,具有摩擦阻力小,功率消耗少,起动容易等优点。
本文对滚动轴承的加工工艺进行了研究和设计。
主要内容包括滚动轴承的类型、性能与特点,滚动轴承的工作情况,滚动轴承尺寸的选择,轴承零件的加工工艺特点,轴承加工的工艺过程及轴承装置的设计。
通过了解滚动轴承的主要类型、性能与特点,结合实际需要中的产品要求,选择合适的轴承及所对应的加工工艺流程。
关键词:滚动轴承;性能;工艺设计Rolling bearing processing technology design Abstract:Rolling bearing is one of the components are widely used in modern machinery, the advantages of small frictional resistance, less power consumption, easy starting, etc.This paper studied the processing technology of the rolling bearing and design.Main contents including the types, performance and characteristics of the rolling bearing and rolling bearing working condition, the choice of rolling bearing size, machining process characteristics of bearing parts, bearing machining process and the design of the bearing assembly.Through understanding the main types of rolling bearing, the performance and characteristics, combined with the actual needs of the product requirements, select the appropriate bearing and the corresponding processing technological process.Key words:Rolling bearing; Performance; Process design目录1摘要 (1)2 滚动轴承的主要类型及其代号 (2)2.1 滚动轴承的主要类型、性能与特点 (4)2.2 滚动轴承零件结构的常用术语 (5)2.3 滚动轴承的代号 (6)3 滚动轴承类型的选择 (8)3.1 选择轴承时的考虑因素 (8)3.2 具体选择 (10)4 滚动轴承产品的性能要求 (11)5 滚动轴承零件的加工工艺特点 (11)5.1 滚动轴承零件的生产特点 (11)5.2 滚动轴承零件工艺过程的特殊性 (12)6 滚动轴承生产的一般工艺过程 (13)7 滚动轴承套圈车削加工 (14)7.1 车削加工的内容和方法分类 (14)7.2 套圈车削的位置精度和定位基准选择 (15)7.3 车削套圈的尺寸公差及余量的确定 (17)7.4 套圈车削加工的切削用量 (20)7.5 套圈车削加工所用的夹具 (21)8 套圈的热处理工序 (21)9 套圈的磨削 (22)9.1 6203轴承套圈的磨削过程 (22)9.2 套圈磨削用夹具 (24)10 钢球加工 (25)10.1 钢球加工的基本工艺路线 (25)10.2 钢球加工余量的确定 (26)11 保持架加工 (27)12 轴承的装配 (28)12.1 装配的基本工艺路线 (28)12.2 轴承零件的组装方法 (28)参考文献 (30)致谢 (31)2滚动轴承的主要类型及其代号2.1滚动轴承的主要类型、性能与特点滚动轴承是现代机器中广泛应用的部件之一,它是依靠主要元件间的滚动接触来支承转动零件的。
圆柱滚子轴承加工工艺的改进
.
/ , ,/ ; // , , / , . i ,, ,
,
I I
内 挡圈 c 和成品高度 H 产品图 H= 1n nn 1 ( 2. l) 0 i
l J
的尺寸链关系可得 出:
图2
Cl x=3. ma 5—0. lh m mi 1 i C1 n:3 5—0 1 ln . . 4 ni
测量改 进示意 图如 图 4 a和图 4 : b
图3
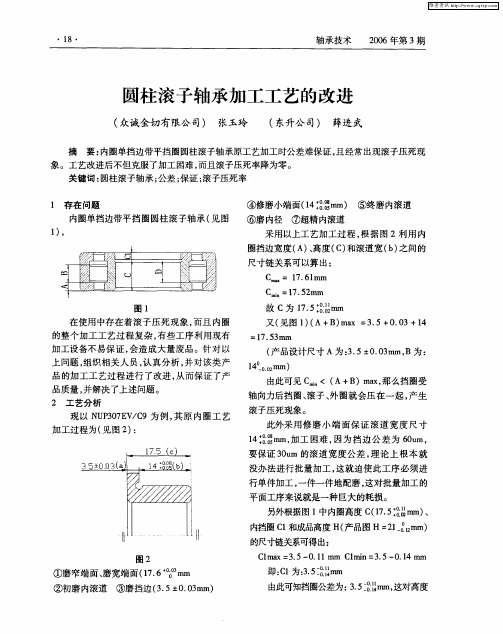
① 磨窄端面、 磨宽端面( .: n ) 1 5 u ②初磨 7 嚣n
内滚道 ③磨挡边 (4。 nn ④超精 内滚 1‘0 u ) +∞ 0 . 6
高度环
图 4 原 测量 法 a
道 ⑤磨内径 ⑥超精内 滚道
经过工艺改进, 由图3 可以看出原来影响压
. .
0 6
图 4 改进 后 的测量 法 b
5 结论
关 系可 得 出 :
C1 x=3 5 —0 0 an ma . . 8r i C1 n=3 5 —0 1 an mi . . 7 ri
新 工艺经过 试 验 和完 善 , 用 于 同类 型 产 应
品的批量生产 , 达到了预期的效果。实践表明,
现 以 N P0 E / 9为 例 , 原 内 圈工 艺 U 37 V C 其 加 工过 程 为 ( 图 2 : 见 )
此外采用修磨小端 面保证 滚道宽度 尺寸
8 1 :0 In加 工 困难 , 4。 I , 0 u 。 因为 挡 边 公 差 为 6u 0 m,
. .
要保证 3u 0 m的滚道宽度公差 , 理论 上根 本就
2 工艺分 析
=
又( 图 1 ( 见 ) A+B m x = . 0 0 ) a 3 5+ .3+1 4
轴承座加工工艺及铣面夹具设计

轴承座加工工艺及铣面夹具设计轴承座是一种用于支撑轴承的零部件,在机械制造中扮演着重要的角色。
轴承座的加工工艺及铣面夹具设计对于轴承座的质量和可靠性有着直接的影响。
本文将就轴承座的加工工艺和铣面夹具设计进行详细介绍。
一、轴承座的加工工艺轴承座的加工工艺包括以下几个关键步骤:1.工艺规划:根据轴承座的形状和要求,确定加工工艺的流程和各个工序的顺序。
在规划过程中需要考虑到加工的稳定性、效率和质量控制等因素。
2.材料准备:根据轴承座的要求,选用合适的材料,并对材料进行切割、热处理等预处理工艺。
3.初加工:对轴承座进行粗加工,包括车削、铣削、钻孔等工艺,以使轴承座的形状和尺寸逐渐接近设计要求。
4.精加工:通过修整、调整等工艺对轴承座进行细致加工,以满足轴承座的形状和尺寸的精度和表面质量的要求。
5.检验:对加工后的轴承座进行检测,包括尺寸检测、表面平整度检测等,以确保轴承座的质量和性能符合要求。
6.表面处理:对轴承座进行表面处理,如抛光、电镀等,以提高轴承座的耐腐蚀性和外观质量。
二、铣面夹具的设计铣面夹具是用于夹持轴承座进行铣面加工的工具,其设计需要考虑以下几个方面:1.夹具类型选择:根据轴承座的形状和尺寸,选择合适的夹具类型。
常见的夹具类型有机械夹具、液压夹具等。
2.夹具结构设计:根据轴承座的形状和加工要求,设计夹具的结构和形状。
夹具的结构应该简单、稳定,并能够夹持轴承座在铣削时保持稳定。
3.夹具材料选择:选择合适的材料制作夹具,夹具应具备足够的刚性和硬度,以保证夹持轴承座时不变形或变形较小。
4.夹具定位设计:设计夹具的定位方式,确保轴承座在夹具中的位置准确、稳定,并能够满足加工精度的要求。
5.夹具与机床的配合设计:夹具要与机床的工作台、刀具等配合合理,确保夹具在铣削时能够正常工作。
6.安全性设计:在夹具的设计中考虑到操作人员的安全,防止因夹具设计不当造成事故。
滚子轴承凸度加工技术的研究进展
= 2
轴承
2 1年 l期 01 O
CN41 — 1 48 1 /TH Bea n 01 No 0 i r g 2 1, .1
6 l一6 3
滚 子 轴 承 凸度 加 工 技 术 的 研 究 进 展
高作 斌 马 伟 邓 效 忠 一, ,
(. 1 西北 工 业 大 学 机 电学 院 , 安 西 7 0 7 ;. 南 科 技 大 学 10 2 2 河 机 电 工 程 学 院 , 南 洛 阳 河 4 10 ) 7 0 3
n e e o b t d e u t e . e r l rmo e n t b l y i olr c n e i c i ig i a s e d d t e e rh i e d d t e su id f r r Th ol v me tsa i t n r l o v xt ma h n n s lo n e e o r s a c n h e i e y
摘 要 : 凸度磨 削和超 精研方面论述 了滚子 轴承凸度加工 技术 的研究进 展 , 从 认为 : 凸度磨 削加 工 的成 形方法 和 机理 已基本清楚 , 技术关键 在于修整器 的运 动精 度控制 ; 凸度超 精研 加工 的成形机 理和规 律 尚不完全清 楚 , 特
别是 滚子的凸度超精研过程 中 , 石与滚子之 间的接触状态 、 度成形机理和磨削原理 , 要 进一步深 入研究 ; 油 凸 需 滚 子 凸 度 加 工 中滚 子 运 动 的稳 定 性 也 需 要 深 入 研 究 。 关 键 词 : 子 轴 承 ; 度 加 工 ; 究 进 展 滚 凸 研 中 图 分 类 号 :H13 3 2 T 3 .3 文 献 标 志 码 : B 文 章 编 号 :00— 7 2 2 1 )O一 0 1 0 10 3 6 (0 1 1 0 6 — 3
圆锥滚子轴承套圈双端面磨削加工工艺的探讨
3改进措 施
品进行 了平 面 磨 削 跟 踪 记 录 ( 产 品大 、 两 该 小 端 面 的车工 留量 是按 1玢 配 的 )该 产 品 内 圈 : ,
详 细测 量数 据见 表 1 表 中 的符号说 明见 图 1 , 。
为解决 这 一 问题 主要 从 两 方 面 人 手 , 是 一
机床, 二是 车加 工工 艺 。
验证 是不 可行 的。
3 2方 案二 : 整 工 艺 , . 调 合理 分配 两端 面余 量
因为 圆锥 滚 子 轴 承 套 圈 两 端 面磨 削 面 积
不相 等 , 端 面磨 削 时 , 往 是 小 端 面 磨 削 量 双 往 多 、 端 面磨 削量 少 , 大 而产 品 车 工 件 两 端 面 的 留量却是 平均 分 配 的 , 就 造 成 了工 艺 加 工 余 这
窄端 面与 滚道 处 内倒 角 小 或 无 倒 角 , 必 需 要 势
返修 , 时 甚 至 产 生 废 品 , 样 不 仅 产 品加 工 有 这 质量难 以保 证 , 而且影 响生产 加工 进度 。
2存 在 问题 的原 因分析
可, 对于 圆锥滚子轴承而 言, 但 由于套圈两端
面的磨 削 面积不 相 等 , 难 保 证 套 圈两 端 面 的 很 磨 削余 量相 等 , 种 圆锥 滚 子 轴 承 的双 端 面磨 这 削即 为不 对 称 磨 削。 为 了 保 证 套 圈两 端 面 的 磨 削余 量相 等 , 简单 而 实 用 的方 法 就 是 合 理 最 选择 两 端 面 的磨 削 速 度 , 即两 侧 砂 轮 的转 速 。 为 此 , 要 改 变 现 有 皮 带 轮 的直 径 , 需 以增 大 宽 端 面砂 轮 的 转 速 , 实 际 加 工 中 , 在 由于 两 侧 砂 轮转 速 比过 大 , 易造 成 窄 端 面磨 伤 , 方 案 经 此
大型推力圆锥滚子轴承外圈滚道磨削加工的方法
根据 机 组设 有 低 压模 块解 列 模式 ,高压 端输 出功 率 的 特点 ,无法 像 常规 机组 一样 机 组前 端 布 置 主轴驱 动主 油 泵及 机 械超 速 装置 ,因此 润滑 由供 油 系统 改 为 双 电动 泵 系统 , 并 取 消机械 超 速装 置机 构 系统供 油 。 这样 大 大简 化 了系统 结构 , 降低 了油泵 压 力参数 。 供 油系 统采 用 集装 油 站 布置 方 式 , 油 箱 顶部 作 为 操 作平 台 , 布 置 2台 l 0 0 % 容量 交 流 电机驱 动离 心式 主油 泵 ( 一 运 一备 ) 、 l 台直 流事 故 油泵 、 2台冷油 器 、 2台滑油 过滤 器 、 4台顶轴 油泵 、 调 压 阀、 油位 指 示器 、 油位 开关 、 排 烟 装置 、 仪表 盘等 。 整 个 供 油 系 统 向汽 轮 机 轴 承 和发 电机 轴 承 、 S S S离
2 )采 用平 面 凹砂 轮 磨 削推 力圆锥 滚 子轴 承 滚道 , 如 图4 , 该 种 磨 削 方 法与 采 用 平 面砂 轮 磨 削类 似 , 磨 削效 率 高, 磨 削成 本 低 。 由于 采用 的 是砂 轮 端 面磨 削 , 对 砂轮 的
硬度要求 比较高 。 但砂轮硬度高 , 易出现磨削裂纹。 砂轮
砂轮磨损快 , 滚 道 形状 不 易 保 证 , 不 同 的是 易 出 滚道和挡边成锐角 。 采用切入磨削方法时 , 要考虑采用的 硬 度 低 , 要及时修正砂轮 , 保证砂 磨 削砂 轮 直 径 。砂 轮直 径 大 , 砂 轮 和 挡边 发 生 干涉 , 容 易 现滚道大凸度。在这种情况下 , 导致靠近捎边处的滚道不被磨削 ; 砂轮直径小 , 磨削效率 轮 端 面 的平行 精 度 。
鼹决 方 案
特大型调心滚子轴承内圈装滚子缺口工艺改进
( 收稿 日期 :2 0 1 3 0 7 1 0 )
轻 了装配工的劳动 强度 ,提 高了合套效率 ,深受
装 配工的欢迎 。缺 口与内圈轴线成4 。 ~6 。 的 角 度 是 根 据 保 持 架 兜 孔 角 度 、 滚 子 的 直 径 大 小 、滚 子 的 长 度 及 小 挡 边 宽 度 通 过 大 量 的 工 艺 试 验 得 出 的 ,一 般 的 “ 2 3 2 ” 系 列 的 小 挡 边 宽 度 较 宽 ,角
度 可 以选 取 的 大 一 些 , “ 2 4 1 ” 系 列 小 挡 边 宽 度
较窄 ,角度可 以选 取的小一些 。带 角度 的缺 口加
工完的样子像一个 “ 鸭 梨 ” 的 样 子 ,靠 近 端 面 处
的缺 口较宽 ,靠近 滚道处 的缺 口较窄且 有一个 5
。 的 坡 ,这 样 从 缺 口装 滚 子 这 个 坡 度就 会 起 到 一
定 的 辅 助 推 动 作 用 ,装 滚 子 用 很 小 的 力就 可 以 装
入 ,实 现 了 装 配 工 将 滚 子 用 手 就 可 以 推 进 滚 道 , 滚 道 表 面 只 有 轻 微 划 伤 的 新 突 破 ,提 高 了 轴 承 的 使 用 寿 每 命 。如 图 2 所 示 的
是2 3 2 / 9 0 0 CAK3 0 /
G向
C 3 w 3 3 轴 承 内 圈 改 进 后 缺 口设 计 尺 寸。
4 . 使用效果
内 圈 滚 道 车 加 工 结 束 后 ,再 加 工
图 2
缺 口 , 在 T6 8 机 床 上 ,将 产 品放 到弯 板 上 ,弯 板 调5 。 角度 ,然 后 用
球 口铣 刀加工缺 口,加 工完成后用卡尺检 查缺 口
轴承表面处理方法
轴承表面处理方法轴承表面处理方法引言:轴承作为机械装置中至关重要的部件,承担着传递力和减少摩擦损耗的关键作用。
为了确保轴承的可靠性和使用寿命,轴承表面处理成为了一项必要的工艺。
本文将深入探讨轴承表面处理的几种常见方法,并分享对这些方法的观点和理解。
一、机械加工1. 粗加工粗加工是轴承制造过程中的第一步,其目的是将轴承零件精确加工到允许有限的尺寸范围内。
通常使用车床、铣床等机械设备进行加工,以提供基本的几何形状和外观特征。
2. 精加工精加工是在轴承的基础上进行的进一步加工,以提高表面质量和精度。
它包括磨削、铣削、车削等工艺。
通过精加工,轴承的表面光洁度和尺寸精度得到了改善,满足了对高速旋转和高精度的要求。
二、热处理1. 灭火淬火灭火淬火是一种重要的热处理方法,目的是通过快速冷却来改善轴承的硬度和强度。
在加热至适当温度后,将轴承部件迅速放入淬火介质中进行冷却。
这样可以使轴承表面形成良好的组织结构,并提高其抗疲劳性和承载能力。
2. 温躯壳体淬火温躯壳体淬火是通过在加热阶段采用适当的保温和控温方式,使轴承局部达到淬火温度,然后迅速冷却。
这样可以使轴承表面硬度大幅提升,而保持核心部分的韧性。
温躯壳体淬火可以提高轴承的承载能力和表面耐磨性。
三、表面涂层1. 镀层镀层是在轴承表面加上一层金属材料或合金,以提高其抗磨损和耐腐蚀性能的方法。
常见的镀层材料有镍、铬、锌等。
镀层可以有效减少轴承与其他部件的直接接触,降低摩擦和磨损,并增加表面硬度和耐腐蚀性。
2. 涂层涂层是将一种特殊的涂料涂覆在轴承表面,以改善其摩擦性能和耐磨性。
常见的涂层材料有聚四氟乙烯(PTFE)、氮化硅等。
涂层可以提供低摩擦系数和良好的耐磨性,减少能量损耗和轴承的磨损。
四、磨削与抛光磨削与抛光是通过物理切削和磨粒磨擦的方式,使轴承表面得到更好的平滑度和光洁度。
这样可以减少表面粗糙度和不规则性,提高轴承的运转效率和寿命。
磨削与抛光过程需要精密的设备和工艺控制,以确保表面处理效果的一致性和稳定性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
龙源期刊网 http://www.qikan.com.cn
轴承滚子加工工艺及现状分析
作者:刘思宏 姚永才
来源:《中国科技博览》2019年第03期
[摘 要]论文介绍了传统薄壁滚子轴承内圈磨削工艺存在的问题,分析了原实体保持架设计
中的问题,并研究了新型薄壁滚子轴承内圈的磨削加工工艺。
[关键词]轴承;滚子;加工;工艺
中图分类号:TH133.33 文献标识码:A 文章编号:1009-914X(2019)03-0028-01
1概述
由于薄壁轴承有着极薄的轴承端面,有助于产品实现小型化和轻量化。但是因为薄壁轴承
套圈刚度较低,传统磨削加工使其变形量较大,而且加工精度也难以保证,因此为了使薄壁轴
承能够得到更广泛的利用,应该对现有的薄壁滚子轴承加工工艺进行改良,提高其加工精度,
减小变形量以符合目前先进工业设备的发展趋势。
2传统薄壁滚子轴承内圈磨削工艺存在的问题
采用传统磨削加工工艺的薄壁滚子轴承内圈结构如图1所示,其工艺路线为:粗磨轴承双
端面→粗磨内、外直径→稳定→细磨轴承双端面→细磨内、外径→稳定→终磨轴承双端面→终
磨内、外径→成品检查。由于内圈壁厚较薄,且壁厚太小,热处理变形量难以控制,在经过高
温热处理后,内圈存在较大的翘曲和椭圆等现象,从而造成磨削难度系数增大,成品废品率较
高。此外,一次生产流程中只能加工一个内圈,而且在磨削过程中要一直用千分表测量内圈尺
寸数据和矫正其变形量,因此加工效率较低。下面通过一组实验数据来分析传统的薄壁滚子轴
承内圈磨削工艺对其所生产的轴承内圈的加工精度产生的影响。
选取5件型号均为KG040/01的薄壁滚子轴承内圈进行传统磨削加工,统计其加工精度数
据。由统计结果可以看出,测量数据中只有锥度能满足设计要求,内圈锥度在生产加工中一般
不易出现较大偏差。然而椭圆度、尺寸公差以及跳动等数据合格率均非常低。在5件磨削样品
中仅有一个基本属于合格品,合格率仅为20%。对统计的测量数据进行分析可知,在传统的薄
壁滚子轴承加工工艺中,对轴承内圈进行单个磨削时,其下偏差和椭圆度等加工精度都难以得
到较好的控制,而且其加工效率相对较低。
3原实体保持架设计中的问题
龙源期刊网 http://www.qikan.com.cn
传统的调心滚子轴承在设计方面,其主参数、外圈、内圈及滚子设计强度和刚性等性能都
没有问题,只是保持架设计存在一定的缺陷,其缺陷主要表现在以下几个方面:
3.1轴承可靠性低,易断裂
加工时受到刀具顶部角度的影响,保持架兜孔底部会形成1500的工艺锥度,这个锥度的
存在降低了保持架兜底壁的厚度,保持架的强度也会受到一定的影响。同时滚子和保持架兜底
接触面积减小,保持架横梁根部较薄,横梁强度不高。在工作过程中,轴承承受冲击振动及重
载荷时,保持架横梁易从根部裂断,大大降低了轴承的可靠性。
3.2定位不准确,影响使用
保持架兜孔的形状为圆柱和圆台的组合,这样的形状特点决定了兜孔和滚子的接触面积较
小,保持架兜孔难以对滚子进行引导。轴承受到冲击载荷时,会高速旋转,此时个别轴线容易
发生较大角度的侧转,旦有一粒滚子轴线相对于保持架兜孔轴线发生较大角度的侧转,那么这
粒滚子的滚动将落后于正常滚子的滚动,就容易发生保持架横梁裂断的现象;在加工兜孔时,
锁刀和钻头不容易进行准确的定位,那么兜孔中心径和角度的准确度也难以保证,保持架的加
工精度也会受到影响,保持架端面与兜孔轴线方向不垂直,合套后轴承旋转不灵活,工作中容
易产生噪声,由于摩擦过大轴承温度过高,影响使用寿命。
4新型薄壁滚子轴承内圈的磨削加工工艺
为了弥补薄壁滚子轴承内圈传统磨削加工工艺的弊端,对其进行工艺改进,改进后的加工
工艺为:粗磨轴承双端面→粗磨内、外径→稳定→细磨轴承双端面→细磨内、外径→稳定→线
切割内圈→终磨轴承双端面→终磨内、外径→成品检查。
工艺改进后,先将锻坯车削成如图2所示的结构,然后进行热处理,待热处理完毕后,对
内圈端面和内、外径进行粗磨、细磨,然后沿“脊柱”左、右两侧进行线切割,同时通过终磨矫
正因线切割产生的表面翘曲现象,最后分别将2个内圈终磨到成品尺寸。该改进方法相当于一
个生产流程中进行2个薄壁内圈的生产加工,相较于传统的轴承内圈加工工艺,这种新的加工
工艺可以同时加工2个薄壁内圈,将原本的该生产流程时间缩短了一半,同时在终磨轴承双端
面时先对内圈进行线切割加工,这种改进不仅大大提高了生产效率,同时有效降低了生产过程
中的热变形,在一定程度上避免了轴承内圈出现翘曲和椭圆等现象,而且改良之后的加工工艺
在加工过程中对磨削内圈的内外径和端面具有良好的稳定作用,有利于控制内圈在加工过程中
的下偏差、椭圆度和跳动等加工精度。
经实际生产测量,再次统计采用新型磨削加工工艺的薄壁滚子轴承内圈的加工精度。由统
计结果可知,按照新型磨削加工工艺,5件样品中仅有1件的加工数据稍微偏离尺寸要求,合
龙源期刊网 http://www.qikan.com.cn
格率为80%。由此可知,改进后的磨削加工工艺不仅提高了生产效率和产品的合格率,下偏
差、椭圆度、跳动等加工精度也得以提高。
通过对薄壁滚子轴承内圈传统磨削工艺的改进,将单个内圈热处理和磨削加工改为2个内
圈整体加工,提高了生产效率,大大降低了成品的废品率,提高了轴承内圈的下偏差、椭圆度
和跳动等加工精度。相较于传统的加工工艺,2个内圈整体加工的新工艺的优势十分明显,有
助于控制生产成本,同时精度的提高有助于推广薄壁滚子轴承在目前先进生产设备中的应用,
具有良好的推广价值,能够取得理想的经济效益。
按触摸屏“砂轮回退”按钮,伺服电机M31拖动砂轮轴回退至B9,砂轮停止回退动作,记
忆当前位置为“0”,触摸屏提醒“请用手轮对刀”,启动砂轮旋转同时启动磨削液,触摸屏上选
择“1毫米”或“1微米”钮令手轮使能,右旋手轮,每刻度1毫米或1微米,直至砂轮与金刚笔接
触,按修整按钮开始修整砂轮,同时慢摇手轮控制砂轮动作,记录数据为正,直至修整达到要
求,在屏幕上按“修整位置记忆”按钮,机床将当前正数字记录为初始修整位置。
修整完毕后初次使用砂轮需人工对刀。在示教屏幕内按“砂轮前进”,M31拖动砂轮向负向
移动,手动调节B8到恰当位置位置后固定,砂轮移动到B8停止,提示“请用手轮对工件”,对
刀前提是有工件且工件旋转,砂轮旋转。对刀完毕后按“对刀位置记忆”,机床将当前负数字记
录为初始加工位置。
初始化之后,进入参数设置页面,设置“定位速度”用于确定快进或快退的速度,“修整速
度”用于确定自动修正时砂轮的移动速度,“修整量”用于确定每次修整的切削量,修整后数据
需补偿到对刀值和修整位置值中去,“修整频度”用于确定加工几个件后需要修整,“磨削速度”
用于磨削时的进给速度,“磨削量”用于确定磨削工件量。“消耗量”为每加工1个工件砂轮的磨
损,需在加工下一个工件时自动补偿到对刀位置中去,累计值也要补偿到修整位置值中。“加
工件数”用于倒计加工工件数量,倒计为0时停止加工,以上数据关电仍保存。工件自动上
料,砂轮由B8位置朝负方向运行,依设定速度磨削至设定量后快退至B8,机械手自动下料,
下料结束后自动上料,重复上述过程;到达修整频度数量后,自动退回到修整位置,修去一个
修整量。修整量需计入补偿。
5结束语
总之,随着世界经济格局的不断变化和我国经济水平的持续提高,轴承滚子加工工艺将不
断升级、革新,只有不断适应时代的发展和科技的飞速进步,与时俱进,才能将加工水平提升
至一个新的高度,实现轴承滚子的理想应用效果。
参考文献
[1]张秀君.薄壁轴承的设计应用[J].轴承.2016(21):88-89.