W18Cr4V钢的处理操作规范有哪些
W18Cr4V高速钢
4 6・
热处理技术 与装备
第3 5卷
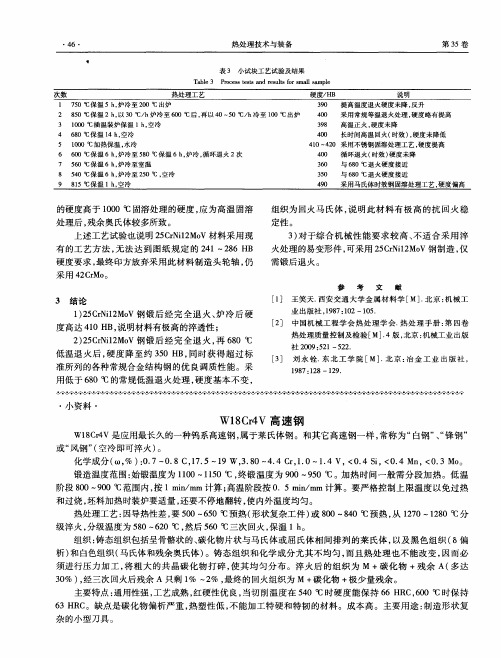
7 5 0℃保温 5 h , 炉冷至 2 0 0℃出炉
8 5 0℃ 保 温 2 h , 以3 0℃ / h炉 冷 至 6 O O℃ 后 , 再 以4 O~ 5 0℃/ h冷 至 1 0 0℃ 出 炉
3 9 0 4 0 0 3 9 8 4 0 0 4 0 0 3 6 0 3 5 0 4 9 0
组织 : 铸态组织包括呈骨骼状 的、 碳化物片状与马氏体或屈 氏体相间排列的莱 氏体 , 以及黑色组织 ( 6偏 析) 和白色组织( 马氏体和残余奥 氏体) 。铸态组织和化学成分尤其不均匀 , 而且热处理也不能改变 , 因而必 须进行压力加工 , 将粗大 的共 晶碳化物打碎, 使其均匀分布。淬火后的组织 为 M + 碳化物 + 残余 A( 多达 3 0 %) , 经三次回火后残余 A只剩 1 %一 2 %, 最终 的回火组织为 M+ 碳化物 十 极少量残余 。
1 0 0 0 0 C插温装炉保温 1 h , 空冷 6 8 0℃保温 1 4 h , 空冷
1 0 0 0 o C加 热保 温 , 水冷
4 1 0— 4 2 0 采用不锈钢固溶处 理工艺 , 硬 度提高
6 0 0℃保温 6 h , 炉冷至 5 8 0℃保温 6 h , 炉冷 , 循环退火 2次 5 6 0℃保温 6 h , 炉冷至室温 5 4 0℃保温 6 h , 炉冷至 2 5 0℃ , 空冷 8 1 5℃保温 1 h , 空冷
采 用4 2 C r Mo 。
3 ) 对 于综 合 机 械 性 能 要 求 较 高 、 不 适 合 采 用 淬 火处 理 的易变 形件 , 可 采用 2 5 C r N i 1 2 Mo V钢 制 造 , 仅
W18Cr4V钢的锻造与热处理
W18Cr4V钢的锻造与热处理
朱正才
【期刊名称】《锻压技术》
【年(卷),期】2007(32)2
【摘要】高速钢W18Cr4V一般用于制作刃具和冷作模具。
为了提高刃、模具使用寿命,必须改善W18Cr4V钢中碳化物分布不均的状况。
为此,对W18Cr4V钢的性能、成分特点进行了详细分析,阐述了W18Cr4V钢的锻造工艺,并对锻后冷却、热处理作了详细的说明,对生产具有一定的指导意义。
【总页数】2页(P17-18)
【关键词】高速钢;锻造;热处理
【作者】朱正才
【作者单位】南京交通职业技术学院
【正文语种】中文
【中图分类】TG316
【相关文献】
1.高速钢W18Cr4V的锻造及热处理 [J], 朱春华;肖溪;刘春东
2.浅析高速钢W18Cr4V的锻造工艺 [J], 李新平
3.W18Cr4V钢的锻造 [J], 朱正才
4.W18Cr4V钢扁锭锻造方坯内部可焊合裂纹的研究 [J], 吕二乐;金伟东
5.用高速钢W18Cr4V扁锭锻造方坯时内部裂纹的研究 [J], 吕二乐;周杰
因版权原因,仅展示原文概要,查看原文内容请购买。
高速钢车刀条的热处理工艺

高速钢车刀条的热处理工艺一、正方形高速钢车刀条的热处理工艺某正方形高速钢车刀条的热处理技术要求:淬火晶粒度为8.5~10级,硬度≥64HRC(对于高性能高速钢,硬度≥66HRC)。
其热处理工艺如下:(1)预热中温盐浴炉,预热温度为850~870℃,预热时间为加热时间的两倍。
(2)加热W18Cr4V、W6Mo5Cr4V2、W9Mo3Cr4V、W2Mo9Cr4VCo8、W6Mo5Cr4V2Al 钢制车刀的淬火温度分别为1280~1300℃、1230~1240℃、1235~1245℃、1175~1185℃、1195~1205℃。
其装炉量与加热时间见表1。
(3)冷却在配方(质量分数)为48%CaCl2+31%BaCl2+21%NaCl的盐浴(以下均简称为中性盐浴)中冷却,冷却时间同高温加热时间。
分级温度为480~560℃。
(4)回火550~560℃×1h×3次,回火盐浴介质是质量分数为100%的NaNO3(以下同)。
表1 正方形高速钢车刀条的装炉量与加热时间二、矩形高速钢车刀条的热处理工艺某矩形高速钢车刀的热处理技术要求:淬火晶粒度为9~10级,硬度≥64HRC (对于高性能高速钢,硬度≥66HRC)。
其热处理工艺如下:(1)预热中温盐浴炉,预热温度为850~870℃,预热时间为加热时间的两倍。
(2)加热W18Cr4V、W6Mo5Cr4V2、W9Mo3Cr4V、W6Mo5Cr4V2Al钢制车刀的淬火温度分别为1275~1300℃、1225~1235℃、1230~1240℃、1200~1210℃。
其装炉量与加热时间见表2-2。
(3)冷却在中性盐浴中的冷却时间同高温加热时间。
(4)回火550~560℃×1h×3次。
表2 矩形高速钢车刀条的装炉量与加热时间注:厚度5mm以下常采用分级等温淬火,回火均采用夹直回火。
钢热处理操作规程

钢热处理操作规程1. 引言钢材热处理是一种重要的工艺,通过控制钢材的加热、保温和冷却过程,改变其内部组织和性能,以达到预期的目标。
本文档旨在制定钢热处理操作规程,明确操作流程、保证产品质量。
2. 适用范围本规程适用于所有进行钢材热处理的工作人员。
3. 术语和定义•烧结:指高温下将钢材表面产生一层氧化物。
•预热:指在正式加热前,将钢材温度逐渐升高。
•加热:指将钢材加热至所需温度。
•保温:指将钢材在一定温度下保持一定时间。
•冷却:指将钢材从高温状态迅速降温。
•回火:指将淬火后的钢材加热至某一温度,保温一段时间后再冷却。
•淬火:指将加热至临界温度的钢材迅速冷却。
4. 操作规程4.1 作业前准备1.根据钢材规格和质量要求,确定热处理工艺参数,并制定作业计划。
2.清理工作场所,确保工作环境整洁。
3.准备热处理设备,并进行检查和试运行。
4.2 钢材处理1.按照工艺要求,对钢材进行检查和清洗,确保无表面污物和机械损伤。
2.按照预热要求,将钢材逐渐加热至预定温度,并保持一定时间。
3.按照加热要求,将钢材加热至目标温度,并保持一定时间。
4.根据热处理工艺要求,进行保温处理,保持一定时间。
5.根据工艺要求,进行冷却处理,可采用自然冷却、水冷或油冷等方法。
6.根据需要,可对钢材进行回火处理,将钢材加热至回火温度,并保持一定时间后进行冷却。
4.3 质量控制1.对每批钢材进行温度和时间的记录,确保符合规定要求。
2.对热处理后的钢材进行质量检验,包括金相组织观察、硬度测试等。
3.对检验结果进行记录和分析,及时进行调整和改进。
5. 安全注意事项1.操作人员应熟悉热处理工艺和设备操作规定,遵守操作规程。
2.操作人员应穿戴好防护装备,确保人身安全。
3.对热处理设备进行定期维护和检查,确保设备正常运行。
4.在加热和冷却过程中,注意防火防爆措施,确保安全生产。
6. 应急措施1.在发生事故或异常情况时,应立即停止操作,并采取相应措施处理。
高速钢W18Cr4V

辽宁科技大学本科毕业设计(论文)摘要本设计是参照国内某钢厂热处理中心而设计的大型综合热处理车间,其典型产品材料为W18Cr4V高合金工具钢。
该设计主要以W18Cr4V高合金工具钢制作拉刀为例,介绍了其热处理工艺流程和工艺参数,并说明了热处理过程中材料组织、结构及性能的变化。
第一章是绪论,主要阐述了高速钢的概况和分类,常见热处理,合金元素的作用及其性能。
第二章主要以W18Cr4V高合金工具钢拉刀为例,制订产品的工艺流程,计算工艺参数,其中包括锻造、退火、淬火、回火的加热温度,加热时间,及淬火介质的性能参数,并介绍了其表面强化的热处理工艺。
第三章是设备的选择,它阐述了设备的设计及选择的要求,其中包括加热炉的选择、淬火介质的选择及其它附加设备。
第四章为热处理炉的设计就算,根据年产量及热处理工艺,零件尺寸大小等设计出符合生产要求的热处理炉。
第五章为车间经济指标,主要是根据年产量设计本车间的经济状况。
最后一张为专题,它详细阐述了高速钢的表面强化技术。
关键词:W18Cr4V;工艺流程;工艺参数;表面强化;AbstractThe reference design is designed for a large-scale comprehensive heat treatment shop refer to a domestic steel heat treatment center, the typical product material is W18Cr4V high alloy tool steel. The design takes mainly W18Cr4V high alloy tool steel broaches as an example, introduced its heat treatment process and process parameters, and describes the changes in the material during heat treatment organization, structure and properties. The first chapter is the introduction , mainly on the role and performance of high-speed steel profiles and classification, common heat treatment, alloying elements. The second chapter in W18Cr4V high alloy tool steel broaches. For example, the development of the product process, calculation parameters, including performance parameters forging, annealing, quenching, tempering heating temperature, heating time, and quenching medium, and introduced its surface hardening heat treatment process. The third chapter is the choice of equipment, it describes the design and selection of equipment requirements, including the choice of the furnace, quenching medium and select other additional equipment. Chapter IV of the heat treatment furnace design even if, according to the annual production and heat treatment process, such as the size of parts designed to meet the production requirements of heat treatment furnaces. Chapter V of the workshop economic indicators, the economic situation is mainly designed according to the annual output of the workshop. The last one is the topic, it elaborates high speed steel surface enhancement technology.Keywords: W18Cr4V; process; process parameters; surface hardening;目录第一章绪论 (1)1.1高速钢的简介、现状及展望 (1)1.2高速钢的分类 (3)1.3高速钢的热处理工艺简介 (4)1.4高速钢中各元素的作用 (7)1.5高速钢的性能 (10)1.5.1硬度 (10)1.5.2强度和韧性 (10)1.5.3热稳定性 (11)1.5.4导热性 (11)1.5.5磨削性 (11)第二章工艺路线设计 (12)2.1典型产品分析 (12)2.1.1 W18Cr4V的化学成分 (12)2.1.2 W18Cr4V的临界温度 (12)2.1.3 W18Cr4V的性质 (12)2.2 W18Cr4V的锻造工艺 (13)2.2.1锻造温度及加热温度 (13)2.2.2 锻造过程 (14)2.3热处理工艺的制定 (14)2.3.1退火 (14)2.3.2淬火 (15)2.3.3回火 (17)2.4表面强化 (18)2.5 热处理过程中可能产生的缺陷 (19)第三章主要热处理设备的参数 (21)3.1中温井式电阻炉 (21)3.2埋入式电极盐浴炉 (22)3.3低温井式电阻炉 (24)3.4淬火槽 (26)3.4.1淬火槽的基本结构 (26)3.4.2淬火槽的分类 (27)3.5热处理辅助设备 (29)3.5.1清理设备 (29)3.5.2清洗设备 (30)3.5.3校正与校直设备 (32)3.5.4起重运输设备 (33)第四章电阻炉的设计 (34)4.1电阻炉的设计要求 (34)4.1.1炉膛尺寸的确定 (34)4.1.2电阻炉功率的确定 (37)4.1.3热效率计算 (42)4.1.5空炉升温时间计算 (43)4.1.6功率的分配与接线 (46)4.1.7电热元件材料选择及计算 (46)4.1.8电热偶及其保护套管的设计与选择 (49)4.2淬火槽的设计计算 (49)4.2.1淬火槽设计内容 (49)4.2.2淬火槽的设计原则 (50)4.2.3淬火介质需要量 (50)4.2.4淬火槽形状与尺寸 (51)4.2.5溢流槽尺寸 (53)4.2.6淬火槽淬火介质置换量 (53)4.2.7淬火介质供入管、排出管和事故放油管 (54)第五章车间经济指标的计算 (56)5.1 车间人员的配备 (56)5.1.1直接生产组 (56)5.1.2辅助生产组 (56)5.1.3技术组 (57)5.1.4行政管理组 (57)5.1.5其他人员 (57)5.2热处理车间主要技术经济指标的计算 (57)5.2.1车间年产量 (58)5.2.2车间总面积、生产面积的计算 (58)5.2.3车间工人人数 (58)5.2.4主要加热设备数量 (58)5.2.5总劳动量 (58)5.2.6电力的计算 (59)5.2.7生产用水量计算 (62)5.3车间的经济分析 (63)5.5车间环境保护 (65)专题高速钢的表面强化 (67)结论 (70)致谢 (71)参考文献: (72)第一章绪论1.1高速钢的简介、现状及展望高速钢是高速工具钢的简称。
W18Cr4V钢热处理工艺研究(机械工程材料论文)
W18Cr4V钢热处理工艺研究【论文摘要】W18Cr4V高速工具钢俗称高速钢或锋钢,合金元素总量超过10%Me。
通过研究发现,其热处理范围较宽淬火不易过热,热处理过程不易氧化脱碳,磨削加工性能较好。
具有良好的红硬性,在切削零件刃部温度高达600℃时,硬度仍不会明显降低。
对W18Cr4V钢进行热处理,能够优化其各方面的性能,使其适用于制作一般的高速切削刃具(如车,平刨刀,拉刀,丝锥等)。
【论文关键词】W18Cr4v;高速钢;热处理;退火;回火;淬火。
【W18Cr4V钢的性能及用途】W18Cr4V高速工具钢俗称高速钢或锋钢,合金元素总量超过10%Me。
具有良好的红硬性,在切削零件刃部温度高达600℃时,硬度仍不会明显降低。
因此,高速钢刃具能以比低合金工具钢高得多的切削速度加工车刀、铣刀、高速钻头等工具零件。
以绩效而言,W18Cr4V是全方位钢种,在热硬性要求不最重要的情况下可被用于切削方面。
W18Cr4V也适用于冷间的应用,举例来说在工具用来作冲孔、成形、冲压、及其它。
W18Cr4V钢中的合金元素高速钢W18Cr4V中的主要合金元素有钨、铬、钒等,而碳平均质量分数一般为(0.70%~1.50%)C。
高碳含量是保证与钨、钼等合金元素形成大量的合金碳化物,阻碍奥氏体晶粒长大,提高回火稳定性;另外在加热时使奥氏体含一定量的碳,淬火得到的马氏体有较高的硬度和耐磨性。
钨是使高速钢具有较高红硬性的主要元素,钨在钢中主要以Fe4W2C形式存在,加热时部分溶人奥氏体中,淬火时存在于马氏体中,使钢的回火稳定性得以提高。
560℃回火时,钨会以弥散的特殊碳化物形式出现,形成了“二次硬化”现象。
加热时部分未溶的Fe4W2C则会阻碍奥氏体晶粒长大,降低过热敏感性和提高耐磨性。
合金元素钼的作用与钨相似,一份钼可代替两份钨,而且钼还能提高韧性和消除第二类回火脆性。
但是含钼较高的高速钢脱碳和过热敏感性较大。
铬在高速钢中的主要作用是提高淬透性、硬度和耐磨性。
高速钢W18Cr4V的锻造及热处理
拔 长 . 长时送 进量 要控制在 锻件 高度 的 06— . , 拔 . 0 8倍 送进 量过 小 锻不 透 , 过大 则会 产生 “ 十字 ” 裂纹 . 镦 粗 时要 避 免单 面 变形 或 发 生歪 斜 , 长 时 翻转 毛坯 要 均匀 , 圆时 要 先倒 角 , 要 在 同一 地 方 多 次 拔 拔 不
铬对 高速 钢性 能 的主要 影 响是增 加钢 的淬 透性 并改 善 耐磨性 和提 高硬 度 . 钒与 碳 的结合 力 比钨或 钼大 , 化物 很稳定 , 火加 热 时 高温 下 才 可溶 解 , 显 著 阻碍 奥 氏体 晶粒 碳 淬 能
长大 . 并且 碳化 钒 的硬度 高 , 颗粒 细小 、 均匀 , 提高 钢 的硬度 、 对 耐磨 性 和韧性 有很 大影 响 , 回火 时钒也 引 起二 次硬 化现象 .
1 2 组 织结构 特点 .
W1 C4 8 rV钢 的铸 态组织 中有大量 的莱 氏体 , 氏体 中有 粗大 、 均 匀分 布 的鱼 骨状 碳 化 物 , 些碳 莱 不 这 化物 的存 在导致 高 速钢在 使用 中容 易崩 刃 和磨损 . 而这 些 粗大 的碳 化物 不能 用热处 理 的方法 消 除 , 能 只
高 速钢 Wl 4 rV的锻 造 及 热 处 理 8 C
朱春 华 肖 溪 刘春 东
河 北 建 筑 工 程 学 院
摘
要
对 W1 C4 8 rV钢 的性 能特 点进行 了分 析 。 阐述 了 W1 C4 8 rV钢 的锻 造及 热 处理 工艺 的
合 理制 定.
关 键词 W1 C4 8 rV钢 ; 锻造 ; 热处理 中图号 T 1 H4
高速 钢 W1C4 8 rV是 一种 高合 金工 具钢 , 中含 有钨 、 、 、 等 合 金元 素 , 总量 超 过 1% . 点 钢 钼 铬 钒 其 0 特
18crmo4热处理
18crmo4热处理18CrMo4是一种低碳合金钢,主要用于制造高温、高压下工作的容器和管道。
在使用前,需要进行热处理,以提高材料的强度和韧性。
热处理是指对金属材料进行加热和冷却过程,以改变其组织和性能的方法。
对于18CrMo4钢来说,常用的热处理方法包括退火、正火和淬火。
退火是将材料加热到一定温度,然后缓慢冷却,目的是消除内部应力、改善加工硬化性能和提高韧性。
18CrMo4钢的退火温度一般在650℃至700℃之间,冷却方式可以选择空冷或油冷。
退火后的18CrMo4钢组织均匀细小,具有较好的塑性和韧性,适用于一些需要高强度和良好可塑性的工件。
正火是将材料加热到适当温度,保温一段时间后迅速冷却,目的是获得较高的硬度和强度。
18CrMo4钢的正火温度一般在860℃至900℃之间,冷却方式可以选择水冷或油冷。
正火后的18CrMo4钢组织致密,硬度较高,适用于一些需要较高强度和耐磨性的零件。
淬火是将材料加热到适当温度,保温一段时间后迅速冷却,使材料表面形成马氏体组织,从而获得较高的硬度和强度。
18CrMo4钢的淬火温度一般在850℃至880℃之间,冷却方式可以选择水冷或油冷。
淬火后的18CrMo4钢硬度极高,但韧性较差,适用于一些需要高强度和耐磨性的零件。
需要注意的是,18CrMo4钢的热处理过程需要控制好加热温度、保温时间和冷却速度,以免出现过度硬化或组织不均匀等问题。
此外,在进行热处理前,还需要对材料进行预处理,包括去除表面氧化物和油污,以保证热处理的效果。
总的来说,18CrMo4钢的热处理可以显著提高其强度和韧性,使其适用于高温、高压下工作的容器和管道。
不同的热处理方法可以获得不同的组织和性能,具体选择应根据工件的要求来确定。
在进行热处理时,需要严格控制处理参数,以确保最终的材料性能符合要求。
高速钢W18Cr4V.
辽宁科技大学本科毕业设计(论文)摘要本设计是参照国内某钢厂热处理中心而设计的大型综合热处理车间,其典型产品材料为W18Cr4V高合金工具钢。
该设计主要以W18Cr4V高合金工具钢制作拉刀为例,介绍了其热处理工艺流程和工艺参数,并说明了热处理过程中材料组织、结构及性能的变化。
第一章是绪论,主要阐述了高速钢的概况和分类,常见热处理,合金元素的作用及其性能。
第二章主要以W18Cr4V高合金工具钢拉刀为例,制订产品的工艺流程,计算工艺参数,其中包括锻造、退火、淬火、回火的加热温度,加热时间,及淬火介质的性能参数,并介绍了其表面强化的热处理工艺。
第三章是设备的选择,它阐述了设备的设计及选择的要求,其中包括加热炉的选择、淬火介质的选择及其它附加设备。
第四章为热处理炉的设计就算,根据年产量及热处理工艺,零件尺寸大小等设计出符合生产要求的热处理炉。
第五章为车间经济指标,主要是根据年产量设计本车间的经济状况。
最后一张为专题,它详细阐述了高速钢的表面强化技术。
关键词:W18Cr4V;工艺流程;工艺参数;表面强化;AbstractThe reference design is designed for a large-scale comprehensive heat treatment shop refer to a domestic steel heat treatment center, the typical product material is W18Cr4V high alloy tool steel. The design takes mainly W18Cr4V high alloy tool steel broaches as an example, introduced its heat treatment process and process parameters, and describes the changes in the material during heat treatment organization, structure and properties. The first chapter is the introduction , mainly on the role and performance of high-speed steel profiles and classification, common heat treatment, alloying elements. The second chapter in W18Cr4V high alloy tool steel broaches. For example, the development of the product process, calculation parameters, including performance parameters forging, annealing, quenching, tempering heating temperature, heating time, and quenching medium, and introduced its surface hardening heat treatment process. The third chapter is the choice of equipment, it describes the design and selection of equipment requirements, including the choice of the furnace, quenching medium and select other additional equipment. Chapter IV of the heat treatment furnace design even if, according to the annual production and heat treatment process, such as the size of parts designed to meet the production requirements of heat treatment furnaces. Chapter V of the workshop economic indicators, the economic situation is mainly designed according to the annual output of the workshop. The last one is the topic, it elaborates high speed steel surface enhancement technology.Keywords: W18Cr4V; process; process parameters; surface hardening;目录第一章绪论 (1)1.1高速钢的简介、现状及展望 (1)1.2高速钢的分类 (3)1.3高速钢的热处理工艺简介 (4)1.4高速钢中各元素的作用 (7)1.5高速钢的性能 (10)1.5.1硬度 (10)1.5.2强度和韧性 (10)1.5.3热稳定性 (11)1.5.4导热性 (11)1.5.5磨削性 (11)第二章工艺路线设计 (12)2.1典型产品分析 (12)2.1.1 W18Cr4V的化学成分 (12)2.1.2 W18Cr4V的临界温度 (12)2.1.3 W18Cr4V的性质 (12)2.2 W18Cr4V的锻造工艺 (13)2.2.1锻造温度及加热温度 (13)2.2.2 锻造过程 (14)2.3热处理工艺的制定 (14)2.3.1退火 (14)2.3.2淬火 (15)2.3.3回火 (17)2.4表面强化 (18)2.5 热处理过程中可能产生的缺陷 (19)第三章主要热处理设备的参数 (21)3.1中温井式电阻炉 (21)3.2埋入式电极盐浴炉 (22)3.3低温井式电阻炉 (24)3.4淬火槽 (26)3.4.1淬火槽的基本结构 (26)3.4.2淬火槽的分类 (27)3.5热处理辅助设备 (29)3.5.1清理设备 (29)3.5.2清洗设备 (30)3.5.3校正与校直设备 (32)3.5.4起重运输设备 (33)第四章电阻炉的设计 (34)4.1电阻炉的设计要求 (34)4.1.1炉膛尺寸的确定 (34)4.1.2电阻炉功率的确定 (37)4.1.3热效率计算 (42)4.1.5空炉升温时间计算 (43)4.1.6功率的分配与接线 (46)4.1.7电热元件材料选择及计算 (46)4.1.8电热偶及其保护套管的设计与选择 (49)4.2淬火槽的设计计算 (49)4.2.1淬火槽设计内容 (49)4.2.2淬火槽的设计原则 (50)4.2.3淬火介质需要量 (50)4.2.4淬火槽形状与尺寸 (51)4.2.5溢流槽尺寸 (53)4.2.6淬火槽淬火介质置换量 (53)4.2.7淬火介质供入管、排出管和事故放油管 (54)第五章车间经济指标的计算 (56)5.1 车间人员的配备 (56)5.1.1直接生产组 (56)5.1.2辅助生产组 (56)5.1.3技术组 (57)5.1.4行政管理组 (57)5.1.5其他人员 (57)5.2热处理车间主要技术经济指标的计算 (57)5.2.1车间年产量 (58)5.2.2车间总面积、生产面积的计算 (58)5.2.3车间工人人数 (58)5.2.4主要加热设备数量 (58)5.2.5总劳动量 (58)5.2.6电力的计算 (59)5.2.7生产用水量计算 (62)5.3车间的经济分析 (63)5.5车间环境保护 (65)专题高速钢的表面强化 (67)结论 (70)致谢 (71)参考文献: (72)第一章绪论1.1高速钢的简介、现状及展望高速钢是高速工具钢的简称。
浅谈高速钢W18Cr4V锻造质量控制
高速钢的导热性 比一般过共析钢低 , 因此要 求缓慢而均匀 地进行加热 , 使锻坯热透 , 一般采用三段加热来加热锻 坯 , 高速
由于 变 形 阻 力 大 , 锻 造 时 的 设 备 吨 位 要 求 比锻 造 普 通 钢 时
要大得多 。锻造高速钢 时锻造设备 的选择 , 一般按下列方法 进
行 :
内层 的温度 尚末到达 A c l 。体积继续 热膨胀 , 这样组织 应力就
可 能 引起 锻 坯 表 层 开 裂 。 3 ) 始 锻 温 度 和 在 始 锻 温 度 下 的保 温 时 间要 选 择 适 当。 始 锻 温度 过高 或 在 高 温 下 保 温 时 间 过 长 , 就会造成 锻坯表面过分
修, 然后再锻。
火次 , 有的仅用一火次 。
8 结 语
7 ) 在锻造过程中 , 用红 外线测温仪 测量锻件 的温度 , 已控
制其终锻温度 9 o 0 ℃ ~ 9 5 0 " 1 2 。 5 锻 后 冷 却 和 退 火 将 所 锻 成 的 棒 材 立 即在 热 态 ( 其温度 不低 于 7 5 0 " C) 下 放
[ J ] . 河北建筑工程学院学报 , 2 0 0 8 ( 1 ) .
5 0 o ℃~ 6 0 0℃ ℃
作者简介 : 丰胜利 ( 1 9 6 6一) , 男, 工 作 单位 : 武 汉 重 型 机 床 集 团有 限公 司, 工 程师 , 研究方向 : 锻造成形技术与应用。
图 2 高 速 钢 退 火 曲线
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
W18Cr4V钢的处理操作规范有哪些
W18Cr4V钢的处理操作规范有以下几点:
临界点温度(近似值) A c1=820℃,A c3=1330℃,A r1=760℃。
软化退火规范
加热温度860~880℃,保温时间2h,以20~30℃/h的冷速,随炉冷却到温度500~600℃,炉冷或堆冷,硬度≤227HBS。
冷压毛坯软化处理规范
(880±10)℃×(3~4)h,降温到(770±10)℃×(6~8)h,再降温到(750±10)℃×(2~3)h,缓冷到≤650℃,出炉空冷。
处理前硬度≤255HBS,处理后硬度≤229HBS。
等温球化退火规范
(850~870)℃×(3~4)h,随炉冷却,(740~760)℃×(4~5)h,硬度≤241HBS,共晶碳化物≤3级。
机械加工前的球化退火处理。
等温退火规范
加热温度860~880℃,保温时间2h,炉冷至740~760℃,保温2~4h,再炉冷至温度500~600℃,出炉空冷,硬度≤255HBS。
油韧性处理规范
退火以后加热到温度740±10℃,回火后油冷,硬度100HRB,冲击韧性值21.2J/cm2。
普通淬火、回火规范
淬火温度1200~1240℃,淬油,硬度≥60HRC,回火温度560~580℃。
模具钢淬火、回火规范
淬火预热温度850℃,时间24s/mm,淬火温度1260~1300℃,时间12~15s/mm,淬火介质为油。
回火制度:560℃,3次,每次1h,空冷。
淬火、回火后硬度≥62HBC。
用做冷作模具钢时,淬火温度1200~1240℃,时间15~20s/mm。
真空淬火、回火规范
①预热温度一次500~600℃,二次800~850℃,真空度0.1Pa,淬火温度1000~1100℃,真空度10~1Pa,油或氮气冷却,回火温度180~220℃,硬度58~62HBC。
②预热温度一次500~600℃,二次800~850℃,真空度0.1Pa,淬火温度1240~1300℃,真空度10~1Pa,油或氮气冷却,回火温度540~600℃,硬度62~66HBC。
气体渗氮和气体氮碳共渗规范
①技术要求:硬度>1000HV,深度0.03~0.05mm,渗氮温度540℃,气体比例为氨气30%,载气体(PX气)70%,氨分解率30%~40%,保温时间3h,应用于冷挤模、冲裁模。
②技术要求:硬度>1000HV,深度0.05~0.07mm,渗氮温度540℃,气体比例为氨气40%,载气体(PX气)50%,氨分解率30%~40%,保温时间5h,应用于拉伸模、弯曲模
典型应用举例
①冷挤压冲头,重载冷镦冲头,中、厚钢板冲孔冲头(10~25mm厚),直径小于φ5~φ6mm的小冲头。
②各种用于冲裁奥氏体钢、弹簧钢、
高强钢板的中、小型冲头。
③用于制造钢件冷挤压凸模时,硬度选用62~64HRC。
④用于制造挤压温度大于400℃的温挤压模中的凸模、凹模时,硬度分别选用60~62HRC、62~64⑤用于制造不锈钢拉延模凸模,要求硬度选用62~64HRC。
⑥用于制造铝件冷挤压模,凸模推荐选用硬度60~62HRC,凹模推荐选用硬度62~64HRC。
⑦用于制造铜件冷挤压模凸模,推荐选用硬度62~64HRC。
⑧采用Cr6WV、Cr12MoV、Cr12等钢制作的冲头,硬度为61~66HRC,其服役寿命仅数十件,呈现镦粗以后的断裂失效,在改用W18Cr4V高速钢制作冲头以后,其服役寿命高于3000次。
⑨粉末冶金压模,各种小型高寿命冷冲剪工具等。
N ⑩可以用于制造在≤600℃工作的工模具。
供货状态及硬度退火态,硬度207~285HBS。
标准YB 12-77钢的化学成分(质量分数,%) C 0.70~0.80、Si≤0.40、Mn≤0.
40、Cr 3.80~4.40、W 17.5~19、V 1.00~1.40。
我国GB标准钢号W18Cr4V,我国台湾CNS标准钢号SKH2、俄罗斯ГOCT标准钢号P18、德国DIN标准材料编号1.3355、德国DIN标准钢号S18-0-1、英国BS标准钢号BT1、法国AFNOR标准钢号Z80WCV、法国NF标准钢号18-04-01、意大利UNI标准钢号X75W18KU、西班牙UNE标准钢号HS18-0-1、日本JIS标准钢号SKH2、美国AISI/SAE标准钢号T1、瑞典SS标准钢号2750、美国UNS标准钢号t12002、韩国KS标准钢号SKH2、国际标准化组织ISO标准钢号HS18-0-1。