舵系拉线及安装工艺
舵系安装原则工艺

舵系安装原则工艺一、概况本船为双桨双舵船舶,舵系中心线位于FR0肋位,左、右舵系分别距舯±3100mm,舵系中心线与轴系中心线空间垂直。
舵叶为悬挂舵,舵叶最大迴转角度±35º,舵机舱内设160kn.m电动拨叉式液压双推舵舵机,上舵承为A200平磨水密式,下舵承为申龙高分子包钢套组合,下舵承与舵颈间浇注环氧,下舵承为开式海水润滑。
舵系安装主要参考图纸:FF5005-230-01 舵系布臵图FF5005-231-01 舵叶FF5005-231-03 舵系零件图FF5005-231-04 舵杆`二、舵叶的制造1) 舵叶铸钢件在与舵叶结构装焊前,应先进行划线后粗加工。
厚度应留约10mm余量(单边)。
粗加工后应划出中心的十字线及铸钢件的中心线,以便舵叶结构安装时定位。
2) 舵叶按照FF5005-231-01 在胎架上装焊,注意铸件与舵叶钢板焊接前应预热至100℃至150℃才能施焊,装焊完毕后进行火工校正,外形尺寸要求可以参考CB/T4000-2005 标准,高度尺寸误差±4mm(极限±6mm),宽度方向±4mm(极限±6mm)。
舵叶完工后进行气密试验,试验压力为:0.02~0.03MPa。
试压时,通知船东、船检到场。
3) 舵叶经检验合格后再对其进行划线确定舵叶的中心线,并对舵叶铸钢件精加工,精加工后其表面粗糙度要达到3.2,平面度要求:当与舵杆法兰结合时,0.05塞尺不能插入15mm。
在舵杆上下端及舵叶的上下端面划出中心线、舵角零位,并做好洋冲标记。
4) 舵叶制作完成后,内腔搪涂环氧沥青漆。
搪涂前,船东要求复检。
三、舵叶法兰螺栓孔的铰(镗)1) 舵叶法兰的螺栓孔,建议在舵叶制造工序完工,并检验合格;法兰平面精加工后,与舵杆法兰组合钻镗。
钻孔前须检查两法兰的接触情况,当两法兰夹紧后,用0.05塞尺不能塞入15mm。
船东要求报验,请协作机械厂到时通知船东。
m轮轴舵系齿轮箱主机安装工艺 (1)
30米交通船轴舵系齿轮箱主机安装工艺施工人应先熟悉图纸,弄清图纸对各部位的要求,在定轴、舵线前,必须在主船体工程基本结束的情况下进行施工。
一、轴线拉放定位:首先在艉部-1#的船舯位置倒挂1根长杆,将船舯线引在上面,再横向左、右距中各1350mm的位置倒挂2根长杆,将船基线引至此3根杆上,机舱前壁20#为各自轴中心前定点,(后面倒挂的三根杆必须连为整体并用支撑加强、防止走动)这样先按图纸要求在-1#和20#划出各自前后两点,按此位置将拉线可调装置定在各自的位置处,把钢丝(Φ0.8mm)穿过可调装置“V”型轮,20#肋位处穿过“V”型轮向下焊1只环将钢丝扣在环上,后面-1#处穿过后向下掛重块(禁用花兰螺丝吊紧)掛重的重量为66kg,此状态时,12#肋位的钢丝下垂挠度为1.5mm,为保证轴线准确性,应用定位、定量、提高的方法消除挠度的因数。
具体做法为:在12#肋位钢线处搭一个“⊥”字形的角铁架于机座上,再用线垂把钢线的垂直线引至角铁上后用钢线卡沿垂直线向上提高 1.5mm(按计算数据)并以固定。
两条轴线必须与船舯线,船基线平行和水平,误差控制在左右<±2mm,上下<±4mm范围内(调整后与理论尺寸),同时结合检查齿轮箱主机座的情况,如有偏差必须在允许误差范围内进行调整。
二、艉管总成安装:以钢线为中心,按艉管各部位的实际尺寸,在船上各自的位置划好开孔尺寸线,开孔尺寸余量控制在3mm以内,装配时要将割渣清除干净,并在7#、10#两肋位各装焊上、下、左、右4只20mm以上的调节螺栓,螺栓座强度要好。
艉管总成定位时要注意各位置的尺寸、方向(角度),艉管总成按图纸尺寸要求安装到位后,将钢线从艉管里穿过拉紧,依照钢线为中心,用7#、10#两道调节螺栓调整艉管总成的中心位置,调好后螺栓必须固定紧,另将四周的焊缝填紧、填实,以减小焊接时的收缩变形量,焊接时必须是对称焊接或交替焊接,焊接时安装钳工必须至始至终在现场,对焊接状态不断的进行测量,根据测量情况,随进对焊接位置、角度进行调整,确保艉管总成的安装精度,误差范围<0.15mm/m。
舵系安装工艺规程

舵系安装工艺规程一.说明本船舵系是由双舵销式半悬挂舵、扫帚式舵杆、舵柄(进口组合件)、上下舵钮、舵承及舵承座(两者均为成品进口组合件)、液压舵机(进口组合件)等组成。
二.主要参考图纸1.舵系布置图DNS507-230-160012.舵杆加工图DNS507-231-16002-01 3.舵叶结构图DNS507-231-160014.舵系附件DNS507-231-160055.舵承座布置图DNS507-231-160076.挂舵臂铸件图(加工图)DNS507-114-16002-27.舵机安装图DNS507-231-160088. 舵叶上部铸件加工图DNS507-231-16003-019. 舵叶下部铸件加工图DNS507-231-16004-0110. 上舵钮衬套加工图DNS507-231-1600911. 下舵钮衬套加工图DNS507-231-16010 12.轴系布置图DNS507-425-16001-00三.基准点的确定(见图一)1.上基准点:舵机室0#肋位与船体舯线的交点处(用临时槽钢支架及可拆式十字线板)设点,支架的高度距舵机室甲板约1200mm. 2.下基准点:轴系尾基点下端0#肋位与船舯线的垂直交点处,用可拆式十字线板固定。
图一:舵系基准点确定四.第一次拉线检查(与轴系照光同时进行)1.舵线与轴线的相对偏移不大于±6mm。
2.舵线至艉管后端面的垂直距离的理论成品尺寸5600 mm。
3.根据拉线检查的数据核算上、下舵钮的机加工余量。
4.在舵机室甲板以舵系中心为基准划圆线φ900 mm及检查圆线φ940 mm,各线均打硬记。
5.舵承座的安装可按照“舵承座布置图DNS507-231-16007”要求进行。
6.按图二所示位置零对零制作舵承座、上、下舵钮孔的机加工用基准点,要求偏差<0.02mm。
图二:舵系机加工基准点制作示意图五.舵钮孔及舵承座的船台机加工1.相关车间应该与机加工部门密切合作,以确定脚手架及吊板的设置位置和面积并确保牢固可靠,以保证各个工序的安全施工。
舵系安装通用工艺

舵系安装通用工艺G21-LR1舵系安装通用工艺目录序: 舵系安装通用工艺说明一: 舵系中心线找中应具备的条件二: 舵系中心线的找中三: 舵系镗孔四: 舵系衬套的加工及安装五: 舵杆玻璃钢包覆工艺六: 舵系的安装七: 舵“零”位及舵叶灵活性检查八:悬式平衡舵的安装说明九:下水前的工作舵系安装通用工艺说明:本工艺通用于我厂目前建造的各类内河、沿海使用的中、小型船舶。
舵系结构为:设有舵销承座的普通平衡舵、设有导流管的普通平衡舵及悬式平衡舵。
舵系数量为:单舵或多叶舵;操舵装臵为:手操、液压推舵等型式。
由于各建造船舶产品的舵系结构和特点不同,有本工艺顾及不到的特殊之处,车间工艺股应根据施工船舶产品特点的个性,制订补充工艺(其中包括工艺布臵图、舵系拉线图、舵系镗孔图等)以完善建造船舶的舵系安装工艺,但舵系安装的主要顺序,方法及技术要1.舵系船台焊接工作结束。
上舵承本体(舵杆套筒)或舵托应全部装配完工,船体密性泵水报验合格。
2.舵系中心位臵及尺寸已确定,应符合图纸要求,并经报验合格。
3.上舵承座面板平行于基线。
距基线的理论尺寸应符合要求,且上舵承座面板应留有镗削余量≥5mm。
4.下舵承本体,舵销承座内孔,均应留有镗削余量。
5.轴系中心线已测定。
6.舵系找中及安装期间,应停止一切振动性作业。
二:舵系中心线的找中:1.上基准点:可在舵机舱顶部,亦可在舵机平台甲板舵中心线上方,设臵可调拉线支架一具。
2.基准点:在舵销承座下方约800~1000mm处,焊装钢性支架,并在其上设臵可调节拖板。
悬式平衡舵系可在船台地面设臵刚性支架,亦可不设下基准点,利用钢丝挂重划线。
或者将已加工内孔的下舵承本体直接装焊于船体上。
3.通过上基准点和下调节拖板拉线,采用φ0.8mm的琴钢丝,挂重60kg,钢丝应平直,清洁和无扭曲,调节上、下基准,使其中心与舵系中心线同轴。
4.拉舵线与拉轴线应同时进行,其舵中心线位臵应符合图纸要求:1)舵系中心线与轴系中心线的相对位臵偏差,每米不得大于1mm(即角度偏差<4′)(见图示)2)舵系中心线与轴系中心线的相对位臵偏差,不得超过下式计算数值:δ=0.001 3 L ,L Array 3)均不应大于5~10mm5.偏移及镗孔余量。
舵系安装工艺规范

舵系安装工艺规范Workmanship Standard for Rudder Installation前言舵系安装工作是船舶建造过程中非常重要的关键项目之一,由于它技术要求高、施工难度大、安装质量难以操纵,因此,历年来备受船东船检的重视与关注。
为了确保该项施工的高质量,特制定本标准。
舵系安装工艺规范1范围本标准规定了舵系船上安装工作的前期准备、工装设计及其使用方法与舵系船上安装工作的有关工艺要求。
本标准适用于我公司建造的船舶舵系船上安装工作的工艺文件编制、施工过程的监控与施工质量的评审。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包含勘误的内容)或者修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
3 前期准备3.1 批阅有关图纸资料3.1.1 舵系布置图。
3.1.2 轴系布置图。
3.1.3舵机安装图。
3.1.4企业标准《船舶轮机安装质量要求》。
3.1.5挂舵臂加工图。
3.1.6其他资料。
3.2 要紧工装3.2.1 舵叶法兰临时拧紧螺栓。
3.2.2 舵叶法兰临时定位螺栓。
3.2.3 法兰螺栓液氮冷装箱。
3.2.4 挂舵臂镗孔设备。
3.2.5 法兰螺栓螺母扳手。
3.3 其它准备钢线、基准点。
3.3.2 100t液压千斤顶。
3.3.3 常用量具。
4 舵系拉线与基准点的制作4.1 拉线的前提条件4.1.1 船体工事应达到的程度及有关要求,与轴系照光的要求相同。
4.1.2 舵系上下基点设置并交验完毕。
4.1.3 舵系拉线做基准点工作务必与轴系照光工作同时进行。
4.2 拉线与检测4.2.1 通过舵系上下基点拉线。
4.2.2 配合轴系照光检查舵线与轴线的相交状况,两线同意偏离不大于6mm。
4.2.3 以钢线为基准检测挂舵臂内孔的偏中情况,做好记录。
4.2.4 参照施工图核对挂舵臂内孔的加工余量是否满足加工要求。
92500DWT舵系拉线及安装工艺方案
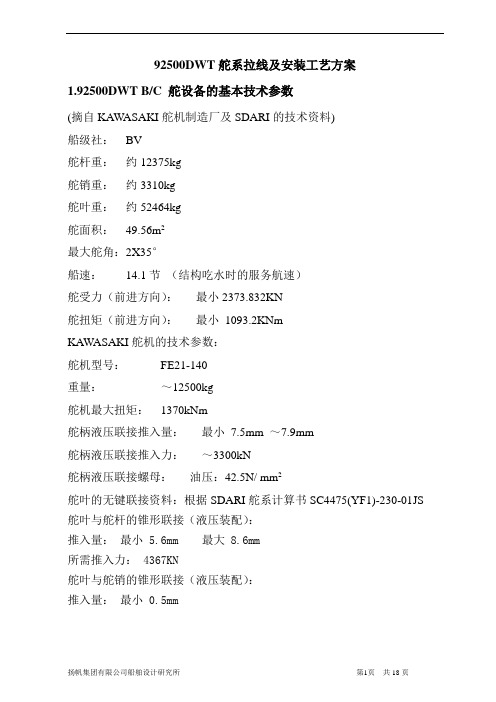
92500DWT舵系拉线及安装工艺方案1.92500DWT B/C 舵设备的基本技术参数(摘自KAW ASAKI舵机制造厂及SDARI的技术资料)船级社:BV舵杆重:约12375kg舵销重:约3310kg舵叶重:约52464kg舵面积:49.56m2最大舵角:2X35°船速:14.1节(结构吃水时的服务航速)舵受力(前进方向):最小2373.832KN舵扭矩(前进方向):最小1093.2KNmKAWASAKI舵机的技术参数:舵机型号:FE21-140重量:~12500kg舵机最大扭矩:1370kNm舵柄液压联接推入量:最小7.5mm ~7.9mm舵柄液压联接推入力:~3300kN舵柄液压联接螺母:油压:42.5N/ mm2舵叶的无键联接资料:根据SDARI舵系计算书SC4475(YF1)-230-01JS 舵叶与舵杆的锥形联接(液压装配):推入量:最小 5.6mm 最大 8.6mm所需推入力: 4367KN舵叶与舵销的锥形联接(液压装配):推入量:最小 0.5mm2.舵系的安装步骤:2.1舵柄与舵杆、舵叶与舵杆舵销的拂配、预压及报验工作等,各种数据已记录在册;2.2舵杆舵销与轴套的烘装和加工;2.3舵系拉线(与轴系拉线同时进行);2.4舵承座及舵杆密封底座的初步定位;2.5确定舵承座高度,镗好舵承座,焊好;2.6挂舵臂镗孔(舵系的镗孔采用垂向镗孔形式,在分段合拢后进行);2.7根据挂舵臂上、下铸钢件的内径尺寸和舵杆、舵销处的轴套外径,计算舵杆舵销衬套的尺寸,并加工到位;2.8液氮冷冻舵杆舵销衬套,并安装到位(衬套由上至下吊装至舵杆舵销、承座);2.9舵杆的吊装;2.10舵杆密封安装,舵杆与上舵承的初步安装;舵承座钻配螺栓孔;2.11舵叶与舵销的液压装配;2.12舵叶的吊装;2.13舵叶与舵杆的液压装配;;2.14舵杆、舵销止动条的安装;节点浇注环氧;挡圈的安装;止跳块的安装等小件的安装;2.15舵承固定后,舵杆与舵柄的液压装配;2.16舵机底座、止推座的定位及安装;2.17舵机其它部件的安装;2.18下水前舵叶的临时固定。
船舶舵系安装工艺
船舶舵系安装工艺1范围本工艺规定了半悬挂舵的舵系安装工艺准备、人员、工艺要求、工艺工程及检验。
2 文件引用船级社相关规范。
3 具备的条件3.1 舵系安装应在船体艉部已经成形。
3.2 轴舵系的拉线照光工作结束,并得到船东船检的认可。
3.3 上舵承座及舵扭根据船东船检认可的中心线镗孔已结束,有关要求的检验已完成,且得到了船东船检的认可。
3.3 舵叶上与舵杆、舵销联接的孔已镗结束,中心线偏差满足相关规范要求并且得到了船东船检的认可。
3.4 舵机基座已根据图纸和认可的中心线安装到位。
3.5 船体上保护舵杆的结构油漆工作已结束并得到认可。
3.6 舵杆、舵销机加工结束,并得到船东船检的认可。
3.7 舵杆与舵叶上舵杆承座的锥孔、舵销与舵叶上的舵销承座锥孔已拂配结束,舵杆、舵销及舵叶上有关标记已做好,并得到了船东船检的认可。
4 舵系的安装4.1 舵杆、舵销轴承的安装4.1.1 在舵系镗孔结束后,测量舵杆轴套孔和舵扭上舵销轴套孔的实际尺寸,把这些尺寸传真给轴承厂家,轴承厂家根据计算结果确定轴承的实际加工外径、内径及长度尺寸,衬套由厂家精加工后供货;4.1.2 舵杆轴承、舵销轴承采用冷冻法安装,将舵杆轴承和舵销轴承固定在特制的装置上,按厂商要求的冷冻温度、冷冻时间,放入液氮或干冰罐内(根据高分子衬套厂家建议)冷冻,将冷冻好的舵杆轴承和舵销轴承从液氮或干冰罐内取出,装入下舵承孔(舵钮孔)中;4.1.3 在舵杆舵销轴承恢复到常温后,测量轴承内的实际尺寸,尺寸交船东备案;4.1.4 根据轴承内孔的实际尺寸对照舵杆轴套、舵销轴套精加工后的外径尺寸计算舵杆、舵销安装以后轴套与轴承之间的间隙是否能满足图纸要求,如果不能满足,则舵杆舵销还需重新上车床加工或者轴承内孔需要再加工,在下床前报船东、船检。
4.2 压装4.2.1 工具准备a.高压油泵100Mpa2台;b.成套液压螺母2只;c.压力表(0~200MPa)1只;d.千分表2只;e.磁铁表架2套;f.油管.高压软管(带快速接头)2套;液压系统的连接见图1。
辅机安装舵系安装
⒊舵线确定后的检查项目
⑴对于单桨单舵的船舶,两线的距离允许偏差δ≯0.01 L⅓ mm(式中L为船长,单位为米)。对于多舵船舶的各舵系中心 前后位置及相互位置偏差均应不大于5 mm。
⑵舵线与轴线的垂直度偏差应不大于1mm/m。 ⑶另外,还应检查图一53—44中所示的各部位尺寸,包括舵
系中心线与尾管毂后端面的距离,以及到各轴承的距离尺寸。 以供确定舵轴的长度尺寸和计算螺旋桨与舵叶之间的安装间 隙是否满足设计要求。
㈣舵杆与舵叶的安装
舵叶的轴向位置是借助于上轴承下部的调整垫来得到保证。 在舵杆上拧入起吊螺栓,从上、中舵承孔内放下钢丝绳与起
吊螺栓连接后,扶正舵杆,即可将舵杆吊进中、上舵承。要 求将上舵杆尽量往上吊,使其下面让出尽可能高的空间位置 供吊装舵叶用。舵叶销轴能插入下舵承的铜套内,舵叶装到 位,转正舵杆,放下传动键,落下舵杆,使两法兰端面靠住, 打入紧配螺栓与固定螺栓并将其固紧。然后将舵杆连同舵叶 一起吊起一定距离,在下舵承端面垫以一定厚度的垫片。解 除上舵杆上的钢丝绳,将上舵承体、滚动轴承、垫板等整体 套入上舵杆,将舵承体及轴承都安装到泣,然后装两半承压 环、套环等。再装上钢丝绳,将整个舵吊起,取出下舵承的 垫片后,把舵放下,拆除钢丝绳,装上压盖。检查舵叶与下 舵承铜套端面之间隙,应在设计规定的范围之内。 安装完毕,用手推动舵叶,检查其转动是否灵活。对于舵杆 直径小于360mm的舵叶,在2~5人推动下能灵活转动,即 表示安装良好。然后,装中舵承的密封橡胶圈并用压盖压紧。 装上舵柄后,即可。
用平尺和角尺侧量上端面与舵线的垂直度,用内卡测 量其内孔壁与舵线的距离,使其中心线与舵线重合。
测量舵机房甲板至假舵下端面的距离,即可按照图纸 要求,将上舵承座割至应有的高度。再用上述方法将 上舵承座的中心线与舵线重合。然后焊接上舵承座, 将上舵承本体安装在上舵承座上,并装上推力轴承。
舵系安装工艺
595DWT成品油船舵系加工与安装工艺编制:审核:审定:2009.8.11一、概述:船舶舵系安装是船舶下水前的主要工作,其安装质量的好坏直接影响船舶的操纵性能,在安装时一定要认真熟悉图纸,并严格参照本工艺及舵系布置图、舵机安装图等施工。
本船舵装置组成部分简介1、舵机及推舵机构参见舵系布置图HGW771-230-02。
2、舵机型号:电-液舵机3、主要参数:工作扭矩 25KNm最大工作压力转舵速度4、本工艺所述内容是针对该船舵系加工和安装的常规要求。
由于该船舵系中很大一部分工作是委外制作和安装的,所以涉及到外协部分,以外协单位自身的工艺为准,本工艺中的描述仅做参考。
二、参考图纸:1.舵系布置图:见HGW771-230-022.舵机工作图三、舵系的大体安装步骤如下:1.镗削舵承座;2. 压入衬套(根据厂家要求,衬套内外径已精加工完毕);3. 烧焊甲板密封座(要求其中心线与舵系中心线重合);4. 插入舵杆(要求舵杆轴套已经红装完毕,且轴套外圆精加工完毕);5. 套入甲板密封、上下止跳块密封圈、下止跳环等6.安装舵叶7.安装甲板密封、上下止跳块等(上止跳块安装后要用胶水密封)8.安装舵机四、内场准备工作1,舵杆锥度的加工:在舵叶锥孔镗孔结束后,测量锥孔各个部位的尺寸,计算出实际的精确的锥度值,提供给舵杆加工厂家加工锥度。
在加工锥度时,应充分考虑锥体小头应缩进锥孔的裕度(因为在拂配时,锥孔有一定的扩大及液压推入量的因素,所以在镗孔时,单边应留0.25-0.3mm的余量)在镗舵杆孔时应注意锥孔的详细节点。
2、舵杆与舵叶锥孔的研配(1)将舵叶竖置在车间平台上,垫实固定牢固。
(2)用行车吊舵杆放入锥孔用兰油检查着色点,刮拂,每次重复进行。
(3)装配时接触面积应≥70%,且每25×25mm面积内兰油3点,大端用0.05mm塞尺检查时,90%周长上应插不进。
并提交船东、船检认可。
(4)锥体粗糙度为0.8。
23、在拂配时舵杆锥体不能伸出舵叶锥孔,要求有的10mm的空隙(并考虑推入量的因素)。
舵系安装工艺
舵系安装工艺1、本船采用半悬挂舵。
2、舵系中心线与轴系理论中心线应同时进行。
3、在舵上轴承上方和销下方安装临时支架,钢丝直径(1mm)能承受足够的拉力线时一般在清晨傍晚或阴天为宜。
4、舵系中心与轴系理论中心线的相交处应不大于3mm垂直度为1:100。
5、上舵套管定位,按舵系拉线的中心位置确定上下二点定位,开孔,对称施焊,完成上舵套管与船体结构焊接,船套管焊接完工后,重新拉线,偏差±0.5mm。
6、复核上舵杆与舵叶连接精度,以及舵系配套完整性,上舵杆与舵杆承座,舵销与舵销承座等,其间隙应不大于0.03mm。
接触面应在65%以上。
7、上舵杆锥体与舵杆承座锥孔的相配应满足规定要求,锥孔修刮后用0.03塞尺检查锥体两端连接处,插入深度应不超过10mm宽度应不超过15mm接触面应大于65%。
8、锥孔修正后,在上舵杆大端平行上做好标记,供安装时参考。
9、舵销子锥体与舵销承座锥孔的拂配,每25X25(mm2)面积上应有2~3个接触点,接触面应大于60%。
10、锥孔修正后,在舵销大端平行平行上做标记,其安装时参考。
11、舵杆安装将舵杆吊装套管中,按上舵和安装位置,装焊上舵承座,以上舵杆在套管中转动灵活性为准,确定舵承的准确位置。
12、舵叶安装吊装舵叶与上舵杆连接,逐一检查上舵杆,舵销的锥体与锥孔的安装质量要求达到设计图纸的要求。
13、舵叶完整性安装按舵转动灵活,紧固上舵承,安装上舵杆轴封,复查舵叶与螺旋桨,艉柱相对位置的正确性。
14、舵机安装14.1舵机的中心线应与舵杆零位重合,调整垫块钢质,其厚度应大于20mm,加工后,要求用色油检查,在25X25(mm2)面积上应有色油接触点2~3点,且平面应向外倾1:100,用0.05塞尺检查。
局部深度不大于10mm。
14.2在舵叶处于零度位置时,舵机液压缸处于中间位置,用舵杆上安装的专用工具,用检查舵机液压油缸的中心是否在同一平面上,其偏差应不大于0.5mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录1.舵设备的基本参数------------------------------------------------------<3>2.舵柄内孔锥体与舵杆锥体的匹配检验------------------------------<4>3. 舵系的拉线---------------------------------------------------------------<5>4. 舵系镗孔------------------------------------------------------------------<5>5. 舵杆的吊装及舵机的吊装---------------------------------------------<6>6. 舵柄与舵杆的无键联接------------------------------------------------<7>7. 舵机的定位---------------------------------------------------------------<9>8. 舵叶与舵杆的无键联接及舵叶与舵销的无键联接--------------<10>9. 舵机的安装--------------------------------------------------------------<12>10. 下水前舵叶的临时固定-----------------------------------------------<12>1.25000吨化学品/成品油船舵设备的基本技术参数(摘自HATLAPA舵机制造厂及CSDC的技术资料)船级社:DNV舵杆重:约5643Kg舵销重:约1475Kg舵叶重:约26153 Kg舵面积:30.54㎡最大舵角:2x35.0°船速:15.5节(设计吃水时的最大航速)舵受力(前进方向):最小1318.52KN舵扭矩(前进方向):最小532.5KNm舵机的技术参数:舵机型号:R4LG420-35SM舵机工作扭矩:640 KNm舵机最大扭矩:800 KNm舵柄液压联接推入量: 6.5-8.1㎜舵柄液压联接推入力:约3740-4630KN (81.28MPa—100.62MPa)舵叶的无鍵联接技术数据:根据CSDC舵系计算书DC071101,230,001JS舵叶与舵杆的锥形联接(液压装配):推入量: 5.04<δ<6.65㎜推入力:3510KN≤F≤4646KN(64.99MPa——86.02MPa)舵叶与舵销的锥形联接(干装配):推入量:》0.5mm推入力:F≥918.92KN(17.01MPa)2.舵柄内孔锥体与舵杆锥体的匹配检验在舵系上船安装之前,可在车间按如下步骤预压舵杆与舵柄,检验合格后再上船安装。
其检验步骤如下:2.1 将舵机搁置在大平板上,并擦净舵柄内孔表面;2.2可以用车间行车将舵杆吊起进行匹配。
2.4 在舵杆上锥体外表面均匀地涂上一层薄薄的蓝油后,将舵杆上锥体缓缓推入舵柄内孔;2.5 旋上液压螺母,手工扳紧液压螺母后,再将之退下,以木棒适度撞击舵杆上端,使锥体表面分离后,检查舵杆接触点,每25x25mm2不小于3点,且总接触面积不小于75%(按CSQS 1998标准);2.6 如果舵杆外表面的染色点和/或接触面积达不到上述第5条要求,一般情况下,则应对舵杆进行拂刮,并重复上述第4,5点步骤,直到船厂的QC满意后,再请船东代表及DNV验船师验收认可;2.7 参照本工艺6.2至6.7和8.4至8.12对舵杆上下两端的无键联接在车间内预演一次,要求同2.5。
3.舵系的拉线3.1 舵系拉线与轴系拉线同时进行,舵系中心线与轴系中心线正交;3.2 舵系拉线采用勾股定理法,拉线用0.5mm钢丝。
3.3 舵系中心线的首尾方向定位应满足舵系布置图中舵杆中心线距船体结构的尺寸要求;3.4 舵系中心线与轴系中心线的位置偏差要求按CSQS,标准范围<=4mm,舵系与轴系的垂直度偏差不超过1mm/m;3.5 按确定后的舵系中心线划出各镗孔端面加工圆线及检查圆线;4.舵系镗孔4.1 镗削舵托,下舵承座各处的加工尺寸,并刮削舵托和下舵承座下端面,必要时也应刮削舵机座平面;4.2 镗孔尺寸见附图4-1;4.3 镗孔完成后,船厂把下舵承座和舵托加工后的精确尺寸提供给赛龙衬套厂家,由赛龙衬套厂家根据船厂提供的尺寸,负责计算及加工下舵承座和舵托的赛龙轴承,并提供加工计算书由船东,船检认可后再加工,加工后的赛龙轴承应保证上船安装后,满足规范中所要求的舵杆与舵承最小安装间隙(本船为不大于1.5mm)。
5.舵杆的吊装及舵机的吊装5.1 打磨舵机座上表面区域,使舵基座上表面由内向外倾斜0.3度;5.2 舵杆及舵机吊装前需做好各项准备工作;5.3 在内厂把舵杆下轴套(件16)与舵杆组装好;5.4 把下舵承衬套(件15)装入下舵承,并把挡圈(件25a)装好,用螺栓固定好;5.5 将舵杆自上而下慢慢向下放,舵杆上端放至舵机舱甲板以下,并在舵杆下端顶住舵杆,此时吊车已将舵杆脱钩(以便于安装密封装置);5.6将舵机舱甲板上的密封装置装好;5.7 清洁舵机座上表面区域,将舵机吊装到位。
*. 以上零件号见舵系布置图(DC071101,230,002)6.舵柄与舵杆的无键联接* 注:在进行舵柄与舵杆无键联接前,务必保证葫芦的起吊能力(能够承受舵杆及舵机的重量)。
6.1 用液压油清洁舵杆与舵柄的配合锥面,并在锥面上涂一层润滑油,同时清洁液压螺母,舵杆螺纹等,清洁完毕后在液压螺母下端涂抹密封胶;6.2 把舵杆套入舵机,用专用扳手旋紧液压螺母;6.3 舵杆套入舵机后,重新检查舵机的临时固定是否可靠,以保证在匹配过程中舵机处于静止状态;6.4 按附图“6-1”连接两液压泵,打开液压螺母上的接头螺塞和舵机顶部的液压螺塞,接上手动液压泵A至液压螺母,接上手动液压泵B至舵机顶部;6.5 预压手动液压泵A(即液压螺母)至10bar,然后将泵A的压力释放至零,用专用扳手旋紧液压螺母,此时建议为推进量参考“0”位,将百分表按图示(附图6-1)置于舵杆顶端,调整至零位;6.6 给手动液压泵B缓慢加压,直到油从通气孔冒出,塞住通气孔;6.7然后用手动液压泵1和泵2同时缓慢地加压,直到推进量达到规定的长度(6.5~8.1mm),在推进过程中,保持手动液压泵2的压力尽可能高,但最大不能超过800bar,通过测量舵杆与舵机下端四周的间隙情况—是否相等(已开测量孔)来复查推入量;6.8通常舵杆推进到位的比理论长度长0.1~0.2mm,以防止压力释放后退却,通过测量舵杆与舵机下端四周的间隙情况—是否相等(已开测量孔)来复查推入量;6.9 再次复查推入量,确信后,将手动液压泵B的压力慢慢释放至零,保持泵A的压力0.5小时;6.10 释放泵A的压力至零,检查推入量是否保持不变,确认后用扳手人工拧紧液压螺母,拆除液压泵及百分表的联接,将液压螺母各接头用螺塞旋上,闷住,舵机的接头稍候再闷上(2~3小时后);6.11 无键联接要请DNV验船师及船东代表参加。
注:如舵机厂提供的液压螺母未加工螺纹,到货后应与舵杆顶部螺纹一起车制加工。
7.舵机的定位准备:安装前请旋上8个垂直方向的调节螺栓,建议在螺栓下面放上小垫板,小垫板与舵基座平面之间抹上黄油以防止左右前后顶推时将螺栓顶弯。
调节范围可达10mm;并在舵机前,后,左,右四个方向上焊装8个水平方向的调节螺栓,行程约为30mm;定位:7.1 舵机与舵柄匹配完成后,用葫芦拉起舵杆(连同舵机),保证舵机与舵机座间距达到理论值:20mm;7.2 调整前,后调节螺栓(往前或往后),直到不能继续移动舵机为止,记下舵机移动的距离(并做出标记1);通过调节螺栓再将舵机往相反的方向移动,直到不能继续移动舵机为止,记下舵机移动的距离(并做出标记2);7.3 重复步骤‘7.2’,并做出标记1′及2′,检查标记1′与标记1,标记2′与标记2是否重合,如重合则将舵机移至标记1′与标记2′的中心,此中心即为舵机前,后的中心,反之继续调整,直到满足上述要求,同理调整舵机左,右方向的中心;7.4 完成以上步骤7.2,7.3后,调节8只垂直方向的调节螺栓,直到8只螺栓全部顶紧(凭手感)舵机座,此时即定出了舵机与舵机座之间的高度。
7.5 舵机定位要注意DNV验船师及船东代表参加;** 完成舵机的水平中心定位及距舵机座的高度后,临时固定舵机准备舵杆与舵叶的匹配安装。
8.舵叶与舵杆的无键联接及舵叶与舵销的无键联接8.1 匹配前,测量舵杆与下舵承下线的前后左右的间隙,作好记录,并报DNV验船师通过;8.2 按图装好舵销衬套(件16)及挡圈(件25b);8.3 在内场把舵销轴套(件17)与舵销(件3)连接好;8.4 清洁舵杆,舵销下部及舵叶的上,下铸钢体锥面及端面后,在上述部位表面涂液压油,并把舵销套入舵叶下铸钢体;8.5 舵叶连同舵销重约27628 Kg,用4只10t的手动葫芦缓缓吊起,检查舵柄及舵叶,两者均置于零位,然后将舵叶上铸钢体和舵杆的锥面相互接触;8.6 将液压螺母(件4)放置到位并用专用扳手手动预紧螺母;8.7 按附图8-1联接液压泵,打开舵叶上铸钢体上及液压螺母上的放气塞,接上手动液压泵1至舵叶上铸钢体的注油孔,轻轻泵油至油从透气孔中冒出,同时接上手动液压泵2至液压螺母的注油孔,泵油直到油从透气孔中冒出后,将透气孔闷头塞住;8.8 将手动液压泵2的压力增加至5N/mm2(Mpa)作为起始点预紧压力;8.9 将百分表按图8-1所示置于舵杆下端面,并调整至零位;8.10 用手动液压泵1和泵2同时缓慢地加压,直到联接达到必需的推入量,推入量为5.04<δ<6.65㎜,此时泵2的压力约为68.47N/mm2,在推进过程中保持手动液压泵1的压力尽可能高,但最高不能超过90.63 N/mm2;8.11 再次复查推入量并确信后,将泵1的压力慢慢释放至零,而泵2的压力则应保持1小时;8.12 保持1小时以后,将泵2的压力释放至零,检查推入量仍保持不变,将舵叶上铸钢体及液压螺母上的放气塞松平,用专用扳手拧紧液压螺母;8.13 复将上述放气塞拧紧,拆除液压泵的联接及百分表;8.14 装妥液压螺母的密封盖(件29),用螺栓固定;8.15 用电焊将舵叶上部两侧的孔盖可靠地封住;8.16 测量舵销与舵托上线的前后左右的间隙,作好记录,并报DNV验船师通过;8.17 舵叶与舵销的无键联接为干装配,将螺母(件5)放置到位,并用专用扳手拧紧;8.18 将百分表按图8-1所示置于舵销下端面,并调整至零位;8.19 继续用专用扳手拧紧螺母,直到联接达到必需的推入量,推入量为2.046~6.572mm;8.20 再次复查推入量并确信后,拆除百分表;8.21装妥液压螺母的密封盖(件29),用螺栓固定;8.22 用电焊将舵叶下部两侧的孔盖可靠地封住;8.23 再将舵叶缓装部分装妥,焊好;8.24 在以上安装过程中应随时转动舵叶,不应有阻滞现象;8.25 复查舵叶上部离船体结构的距离是否为150mm,舵叶与挂舵臂之间的距离是否为50mm,确信安装正确后,将止跳块(件6)按图示装好,焊妥,使止跳块与挂舵臂之间的间隙为2~3mm,并按图示节点用聚氯橡胶密封好。